Los mejores talleres de CNC y electroerosión para piezas de moldes de acero endurecido: cómo evaluar la capacidad (no está en la lista de los 10 principales)
Elegir un proveedor de CNC y electroerosión para piezas de moldes de acero endurecido no se trata realmente de encontrar el nombre más famoso.
Se trata de identificar quién puede mecanizar aceros endurecidos H13, S136, inoxidable 420, D2 y similares con un control de proceso estable, evidencia de inspección mensurable y consistencia de reemplazo.
Esta guía le ayuda a evaluar la capacidad, la ruta del proceso y la evidencia de inspección, para que no tenga que pagar más tarde por gastos rápidos, ajustes en banco, retrasos en la validación o tiempos de inactividad no planificados.
Para los compradores serios en proyectos de embalaje, médicos y tapas/cierres, esa distinción es más importante que cualquier lista de "mejores productos".
Lo que realmente buscan los compradores en el mecanizado de piezas de moldes de acero endurecido
Las piezas de moldes de acero endurecido no son difíciles porque están hechas de acero. Son difíciles porque una vez que la dureza alcanza el rango de 48 a 60+ HRC, los pequeños errores en el control del calor, el desgaste y la geometría se convierten en costosos riesgos de producción.
Las piezas afectadas con mayor frecuencia incluyen pasadores centrales, insertos, bloques de cavidades, núcleos de roscas, correderas y elevadores utilizados en herramientas de embalaje, médicas y de cierre.
El coste oculto rara vez es la propia factura del mecanizado. Es el costo posterior de:
- horas de montaje en banco
- validación de moldes retrasos
- retrabajo de chatarra o tapajuntas
- tiempo de inactividad no planificado
- piezas de repuesto no intercambiables
Fresado en duro + electroerosión: por qué la ruta del proceso es más importante que el número de máquinas
Un taller de CNC general aún puede tener dificultades con los insertos de molde endurecidos si trata el trabajo como si fuera mecanizado estándar. El trabajo con moldes endurecidos generalmente requiere una cadena de proceso basada en fresado en duro, electroerosión por penetración, electroerosión por hilo, rectificado y lógica de inspección, no solo tiempo disponible del husillo.
Los talleres que apoyan trabajos serios con moldes de acero endurecido generalmente saben cómo separar las características por proceso:
- Fresado en duro para control de geometría estable y estrategia de semiacabado
- Componentes de molde de electroerosión por penetración para nervaduras profundas, esquinas afiladas y detalles de cavidades finas
- Electroerosión por hilo para acero para herramientas endurecido donde las ranuras estrechas, los enclavamientos y la precisión del perfil son importantes
- Verificación CMM para vincular las características CTQ con los informes reales
En el sitio público de SENLAN, esta capacidad se presenta a través de aplicaciones de embalaje y componentes de moldes médicos, cobertura de equipos en Hardinge / Makino / Sodick / molienda y soporte de inspección basado en Zeiss. :contentReference[oaicite:1]{index=1}
CTA de punto medio: si aún no está listo para compartir dibujos, aún puede enviar el tipo de pieza + acero + dureza + 3 características CTQ, y primero podemos sugerir una ruta de proceso probable.
Solicite una sugerencia de ruta de proceso
Taller CNC ordinario frente a especialista en moldes endurecidos
| Área de evaluación | Taller CNC general | Especialista en moldes endurecidos |
|---|---|---|
| Estrategia de proceso | Fresado estándar basado en geometría general. | Fresado en duro + electroerosión combinado por tipo de característica CTQ |
| Control de riesgos | Máquinas para dibujar solo. | Separa el control de desbaste, semiacabado, electroerosión y post-tratamiento térmico. |
| Inspección | Comprobación dimensional básica o muestreo parcial. | CMM, lógica FAIR/ISIR y comparación entre cavidades cuando sea necesario |
| Piezas de repuesto | A menudo puede hacer una parte | Se encamina hacia piezas de repuesto de moldes intercambiables |
| Resultado típico | La pieza se puede hacer una vez | La pieza se puede repetir, verificar y reemplazar con menor riesgo de instalación. |
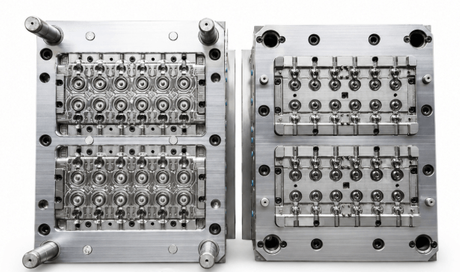
Componentes de moldes de precisión: donde las diferencias entre proveedores se vuelven reales
Los trabajos de acero endurecido suelen fallar en los márgenes. No en las dimensiones obvias, sino en las características CTQ que controlan el ajuste, el sellado, el cierre, la alineación y la repetibilidad.
Esta es la razón por la que "componentes de molde de tolerancia estricta ±0,005 mm" nunca debe leerse como una promesa general en todas las características de cada pieza. La pregunta más significativa es si el proveedor puede estabilizar características CTQ específicas, bajo condiciones definidas de material, geometría y medición.
En el sitio web de SENLAN, la empresa posiciona esta capacidad en torno a componentes de moldes de precisión y aplicaciones médicas/de embalaje de múltiples cavidades, con énfasis publicado en la capacidad de mecanizado de ±0,005 mm y el control dimensional basado en Zeiss. :contentReference[oaicite:2]{index=2}
Para insertos de molde de acero endurecido, un número de tolerancia nominal significa poco sin características CTQ definidas, lógica de referencia y verificación basada en CMM. En la práctica, el objetivo no es una 'tolerancia estricta en todas partes', sino un control estable de las dimensiones críticas de sellado, ajuste y reemplazo que determinan el rendimiento del molde.
Preguntas del comprador
- ¿Qué características son CTQ y cómo se miden?
- ¿CMM verifica las áreas de rosca, sellado y cierre?
- ¿Proporciona datos comparativos entre cavidades cuando corresponda?
- ¿Las piezas de repuesto son intercambiables o se debe esperar un tiempo de instalación?
- ¿Puedes explicar la diferencia entre tolerancia nominal y tolerancia funcional en esta parte?
Qué evidencia puede mostrar un proveedor real
Los compradores serios no sólo quieren tranquilidad. Quieren evidencia que puedan utilizar internamente para revisión de ingeniería, aprobación de proveedores o validación de clientes.
La evidencia más útil suele incluir:
- certificado de material + certificado de tratamiento térmico con trazabilidad
- Informe CMM vinculado a CTQ características
- documentación de estilo FAIR / ISIR donde se requiere
- lógica de comparación de cavidad a cavidad para proyectos de múltiples cavidades
- acabado superficial o confirmación de textura EDM donde la función depende de ello
El sitio público de SENLAN ya respalda esta dirección al enfatizar la inspección Zeiss CMM, la gestión de calidad ISO 9001:2015, el abastecimiento de acero para moldes de primera calidad y ejemplos de documentación descargables. :contentReference[oaicite:3]{index=3}
Donde SENLAN encaja mejor
Esta no es una afirmación genérica de "hacemos de todo". Según la ubicación actual del sitio, SENLAN parece ser la mejor opción cuando el proyecto involucra empaques, tapas/cierres, componentes de moldes médicos, herramientas de cavidades múltiples o repuestos de moldes de acero endurecido donde la evidencia y la repetibilidad son importantes. :contentReference[oaicite:4]{index=4}
Mejor ajuste cuando
- necesita inserciones de molde de acero endurecido mecanizado para herramientas de embalaje o cierre
- núcleos de rosca, pasadores de núcleo, correderas o inserciones afectan el sellado y ajuste
- los componentes del molde médico necesitan evidencia de medición rastreable
- las piezas de repuesto de molde intercambiables son parte de la estrategia de mantenimiento
No es ideal cuando
- su prioridad es el prototipo ultrarrápido entrega en acero blando solo
- necesita soporte local en el sitio dentro de las 24 horas
- la pieza es un artículo básico simple y de baja precisión donde el precio es el único factor ¿
Una lista de verificación práctica para proveedores de piezas de moldes de acero endurecido
Si está evaluando proveedores de CNC y electroerosión para insertos de moldes de acero endurecido, pasadores de núcleo, bloques de cavidades, núcleos de rosca, correderas o elevadores, utilice una lista de verificación como esta:
- Pueden explicar la ruta del proceso: laminación en duro, electroerosión por platina o electroerosión por hilo?
- ¿Trabajan regularmente con H13, S136, acero inoxidable 420 o D2 en estado endurecido?
- ¿Pueden mostrar evidencia de CMM para las características CTQ?
- ¿Admiten repuestos de moldes intercambiables?
- ¿Pueden explicar la estabilidad posterior al tratamiento térmico y la lógica de inspección?
- ¿Tienen experiencia en aplicaciones en empaques, tapas/cierres o moldes médicos?
La página de inicio actual de SENLAN ya utiliza el sellado de envases y estudios de casos básicos médicos de 32 cavidades para mostrar cómo se manejan estos problemas en la práctica. :contentReference[oaicite:5]{index=5}
Preguntas frecuentes
¿Qué rango de dureza es realista para el fresado en duro CNC frente a la electroerosión?
En el trabajo con moldes endurecidos, se utilizan comúnmente tanto el fresado en duro como la electroerosión una vez que el acero alcanza aproximadamente 48–60+ HRC. La ruta correcta depende más de la geometría, las características CTQ y los requisitos de acabado que de la dureza únicamente.
¿Cuándo se debe utilizar electroerosión por hilo en lugar de fresado para acero endurecido?
Generalmente se prefiere la electroerosión por hilo cuando las ranuras, los enclavamientos, los perfiles estrechos o la precisión del perfil no se pueden mantener de manera eficiente mediante fresado sin aumentar la distorsión o la carga de la herramienta.
¿Cómo se controla la distorsión después del tratamiento térmico?
Los proveedores serios generalmente controlan esto a través de la elección del material, la ruta del tratamiento térmico, la estrategia de asignación de existencias, la lógica del semiacabado y la verificación posterior al tratamiento, no confiando únicamente en el mecanizado final.
¿Qué tolerancias son realistas en los insertos de molde endurecidos H13 o S136?
Eso depende del tipo de característica, la longitud, la estrategia de referencia y el método de inspección. En cuanto a las características críticas, la pregunta clave no es "cuál es el número más pequeño", sino si el proveedor puede mantener y verificar ese número repetidamente bajo condiciones definidas.
¿Qué se debe incluir en un informe CMM para componentes de moldes?
Un informe útil debe vincular las mediciones con las características CTQ, los datos de referencia y los requisitos funcionales de la pieza, no solo enumerar las dimensiones generales.
¿Cómo se garantiza que las piezas de repuesto sean intercambiables sin montaje en banco?
Esto generalmente depende de la consistencia de los datos, la repetibilidad del proceso, la estabilidad del tratamiento térmico y la verificación respaldada por CMM de las características críticas de ajuste que rigen el ensamblaje y el sellado.
Conclusión
El mejor taller de CNC y electroerosión para piezas de moldes de acero endurecido no es simplemente el que tiene la lista de máquinas más amplia. Es aquel cuya ruta de proceso, lógica de medición y experiencia de aplicación coinciden con el riesgo real de su pieza.
Para empaques, tapas/cierres y proyectos médicos, los compradores deben centrarse en la estrategia de fresado en duro, la capacidad de electroerosión, el control CTQ, la calidad de las pruebas y la consistencia del reemplazo, no solo en las afirmaciones generales del mecanizado.
Comience con una revisión estructurada
Si ya está revisando un proyecto, envíe el dibujo, el material, la dureza del objetivo y 3 características críticas de CTQ. Esto suele ser suficiente para identificar si la pieza debe ser fresada en duro, electroerosionada o manipulada por una ruta híbrida.
Si aún no está listo para compartir dibujos, primero puede revisar el estilo de documentación de SENLAN en el Centro de descargas..
Solicite un plan de medición y revisión de la ruta del proceso