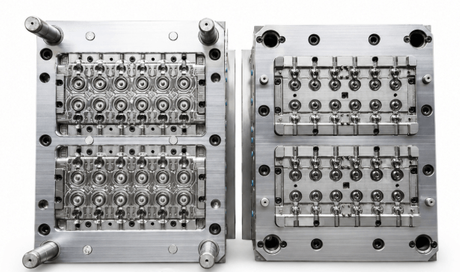
La fabricación de cierres de plástico de alta calidad depende en gran medida de la precisión del molde de la tapa de la botella . En el panorama competitivo del embalaje B2B, comprender los matices técnicos del molde de tapa de botella de plástico es esencial para mantener la eficiencia de la producción y minimizar el desperdicio. Una herramienta de moldeo de tapas debe funcionar bajo variables extremas de presión y temperatura, e incluso ligeras desviaciones en estos parámetros pueden provocar fallas estructurales o estéticas significativas en el producto final.
Los defectos comunes en las tapas de botellas producidas por un molde incluyen rebabas, disparos cortos, marcas de hundimiento, deformaciones y varios defectos superficiales como rayas plateadas o marcas de quemaduras. Estos problemas suelen ser causados por desequilibrios en la temperatura, la presión o el mantenimiento inadecuado del molde de la tapa de la botella.
Abordar estos desafíos requiere una inmersión profunda en la mecánica del molde de embalaje y el proceso de moldeo por inyección. Al identificar las causas fundamentales de estos defectos, los fabricantes pueden optimizar el rendimiento de sus moldes para tapas personalizados y garantizar una producción consistente que cumpla con los rigurosos estándares de la industria. Esta guía proporciona un análisis exhaustivo de los principales defectos encontrados durante la producción de cierres de plástico.
Tabla de contenido
Destello
Tiros cortos
Marcas de fregadero
Pandeo
Defectos superficiales
Conclusión

Destello
La rebaba es un defecto común en el que el exceso de plástico escapa de la cavidad del molde de la tapa de la botella a través de la línea de separación o los pasadores eyectores, lo que da como resultado una proyección delgada en forma de ala en el borde de la tapa terminada.
En el ámbito de la producción de gran volumen, la rebaba suele ser el resultado de una presión de inyección excesiva o de una falta de fuerza de sujeción suficiente aplicada al molde de la tapa de la botella de plástico . Cuando el plástico fundido se introduce en la herramienta de moldeo de tapas a una presión superior a la que la máquina puede mantener cerrada, las dos mitades del molde se separan ligeramente. Este espacio microscópico permite que el material se filtre, creando un borde irregular que requiere procesos de recorte secundarios, lo que aumenta los costos de mano de obra y reduce la eficiencia general del molde de embalaje..
Además, la rebaba puede ser indicativa de desgaste del propio molde de la tapa de la botella . Con el tiempo, las líneas de separación de un molde de tapa personalizado pueden redondearse o dañarse debido a ciclos repetidos o la presencia de residuos. Si las placas del molde no encajan perfectamente, la rebaba se convierte en un problema crónico. Esto no sólo afecta el atractivo estético de la tapa de la botella, sino que también puede interferir con la integridad del sellado del cierre, provocando posibles fugas en el producto envasado final.
Para mitigar la inflamación, los ingenieros deben calibrar cuidadosamente la velocidad de inyección y los ajustes de presión. Si la viscosidad del material es demasiado baja (a menudo causada por temperaturas de fusión excesivamente altas), el plástico fluye con demasiada facilidad hacia espacios que no debería alcanzar. Inspeccionar periódicamente el molde de la tapa de la botella para comprobar la integridad de la superficie y garantizar que la fuerza de sujeción coincida adecuadamente con el área proyectada del molde de la tapa de la botella de plástico son pasos vitales para mantener una línea de producción libre de defectos.
| Característica | Impacto del flash en las tapas de las botellas |
| Estética | Mala calidad visual y falta percibida de profesionalismo. |
| Funcionalidad | Interferencia con el revestimiento o la rosca del cuello de la botella. |
| Seguridad | Posibilidad de que los bordes afilados dañen al consumidor final. |
| Costo | Mayores tasas de desechos y tiempo adicional de posprocesamiento. |
Tiros cortos
Un disparo corto ocurre cuando el plástico fundido no logra llenar completamente la cavidad del molde de la tapa de la botella, lo que da como resultado una tapa a la que le faltan partes de su estructura, como las roscas o la superficie superior.
Este defecto es frecuentemente un síntoma de que se inyecta material insuficiente en la herramienta de moldeo de tapas . Si se calcula mal el tamaño del disparo o si la presión de inyección es demasiado baja para empujar el plástico viscoso a través de las intrincadas puertas del molde de la tapa de la botella de plástico , el material se congela antes de llegar a los extremos de la cavidad. Para un molde de tapa personalizado , esto es particularmente problemático ya que las geometrías personalizadas a menudo incluyen paredes delgadas o roscas internas complejas que requieren una presión precisa para llenarse correctamente.
Las trampas de aire dentro del molde de embalaje son otra de las principales causas de disparos cortos. Si el sistema de ventilación del molde para tapas de botellas está obstruido o mal diseñado, el aire dentro de la cavidad no puede escapar cuando entra el plástico. Este aire atrapado crea una burbuja de contrapresión que impide físicamente que el plástico llene el espacio. En entornos de producción de alta velocidad que utilizan una herramienta de moldeo de tapas , incluso un pequeño bloqueo en un respiradero puede provocar cientos de tapas incompletas antes de que el control de calidad detecte el problema.
La consistencia en la temperatura del material también es un factor crítico. Si el plástico fundido está demasiado frío, su viscosidad aumenta, lo que hace mucho más difícil moverse a través del molde de la tapa de la botella . Esto puede provocar 'vacilación', donde el flujo se ralentiza en secciones más delgadas y se solidifica prematuramente. Garantizar que las bandas calentadoras de la máquina de inyección estén funcionando y que el molde de tapas de botellas de plástico tenga un circuito de enfriamiento y calentamiento optimizado es esencial para evitar disparos cortos y garantizar que cada molde de tapas personalizado produzca una pieza completa y funcional.
Marcas de fregadero
Las marcas de hundimiento son pequeños cráteres o depresiones que se desarrollan en las secciones más gruesas de una tapa cuando el material interno se encoge y tira de la superficie hacia adentro durante la fase de enfriamiento dentro del molde de la tapa de botella.
Estas depresiones normalmente ocurren en áreas donde hay un cambio significativo en el espesor de la pared, como donde una nervadura o una protuberancia se une a la superficie principal de la tapa. Debido a que las áreas más gruesas de un molde de tapa de botella de plástico retienen el calor por más tiempo que las secciones más delgadas, la piel exterior se solidifica primero. A medida que el núcleo fundido en el centro eventualmente se enfría y se contrae, ejerce una atracción similar a la de un vacío sobre la superficie exterior aún flexible, creando un 'sumidero'. En la producción de un molde de tapa personalizado , prevenir estas marcas requiere atención cuidadosa al espesor uniforme de la pared.
La baja presión de retención es el principal culpable de las marcas de hundimiento en una herramienta de moldeo de tapas . Después de la inyección inicial, la máquina debe mantener la presión para 'empaquetar' más material en el molde de la tapa de la botella a medida que se contrae. Si este tiempo de retención es demasiado corto o la presión es demasiado baja, no habrá suficiente material para compensar la contracción natural del polímero. Este es un desafío común cuando se utiliza un molde de embalaje para materiales con altas tasas de contracción, como el polipropileno (PP) o el polietileno de alta densidad (HDPE).
La gestión térmica también juega aquí un papel decisivo. Si el tiempo de enfriamiento proporcionado por el molde para tapas de botellas es insuficiente, la pieza se expulsa mientras el núcleo aún está demasiado caliente, permitiendo que se forme el sumidero fuera del molde. Al optimizar la disposición del canal de enfriamiento en el molde de tapas de botellas de plástico , los fabricantes pueden garantizar que el calor se elimine de manera uniforme. Este nivel de precisión en una herramienta de moldeo de tapas garantiza que el producto final mantenga un acabado superficial perfectamente plano y profesional, libre de hoyuelos antiestéticos.
Pandeo
La deformación es una distorsión de la forma de la tapa de la botella causada por tensiones internas desiguales y velocidades de enfriamiento no uniformes en diferentes áreas del molde de la tapa de la botella.
Cuando una tapa sale del molde de plástico para tapas de botellas torcida o arqueada, generalmente se debe a que una parte del componente se enfrió más rápido que otra. A medida que el plástico se enfría, se encoge; Si la contracción no es uniforme, la pieza perderá su forma prevista. Para una herramienta de moldeo de tapas , esto es desastroso porque una tapa deformada no se enroscará correctamente en una botella, lo que provocará fallas en el sellado y una posible contaminación del producto. Esto es especialmente frecuente en un molde de tapa personalizado donde el diseño puede ser asimétrico.
El diseño del sistema de refrigeración dentro del molde de la tapa de la botella es la causa más frecuente de deformación. Si las líneas de enfriamiento están más cerca de un lado de la cavidad que del otro, ese lado se solidificará y encogerá antes. Además, es importante la elección del material para los componentes Los materiales con alta conductividad térmica ayudan a disipar el calor de manera más uniforme. Si la del molde de embalaje ; herramienta de moldeo de tapas no mantiene una temperatura constante en todas las cavidades, la variación resultante en las dimensiones de las piezas hará que las líneas de tapado automatizadas fallen.
Los parámetros del proceso, como la velocidad de inyección y la temperatura de fusión, también influyen en la deformación. Las altas velocidades de inyección pueden inducir una 'orientación molecular', donde las cadenas de polímero se estiran en la dirección del flujo. Si estas cadenas no tienen tiempo para relajarse antes de que el molde de la tapa de la botella las enfríe, 'volverán a saltar' al ser expulsadas, lo que provocará que la pieza se deforme. Mantener un tiempo de ciclo equilibrado y garantizar que el molde de tapas de botellas de plástico funcione dentro de la ventana térmica recomendada por el fabricante del material son estrategias clave para producir tapas dimensionalmente estables.
Defectos superficiales
Los defectos superficiales abarcan una variedad de defectos visuales, como rayas plateadas, marcas de quemaduras y líneas de flujo, que estropean la apariencia del producto producido por el molde de la tapa de la botella.
Las rayas plateadas, a menudo llamadas salpicaduras, son causadas por la humedad o el gas atrapado en el plástico fundido cuando ingresa a la herramienta de moldeo de tapas . Si la materia prima no se seca adecuadamente antes de introducirla en el molde de la tapa de la botella de plástico , la humedad se convierte en vapor durante el proceso de calentamiento. Luego, este vapor se empuja contra la superficie del molde de la tapa de la botella , dejando rayas de aspecto metálico. Para un de alta gama molde de tapa personalizado , estos defectos son inaceptables ya que sugieren una falta de control de calidad en el proceso de fabricación.
Las marcas de quemaduras, o 'quemaduras de gas', son manchas oscuras que aparecen en los bordes de la tapa. Esto ocurre cuando el aire atrapado es comprimido tan rápidamente por el plástico entrante en el molde del embalaje que sufre un calentamiento adiabático, esencialmente una pequeña explosión de calor que carboniza el plástico. Esto suele ocurrir al final del recorrido del flujo, donde la ventilación en el molde de la tapa de la botella es inadecuada. Ajustar la velocidad de inyección o mejorar las ventilaciones en la herramienta de moldeo de tapas puede eliminar estos puntos calientes localizados.
Las líneas de flujo son patrones ondulados que aparecen en la superficie, indicando el camino que tomó el plástico mientras llenaba el molde de la tapa de la botella de plástico . Esto ocurre si el plástico se enfría demasiado rápido a medida que avanza a través de la cavidad, o si el tamaño de la compuerta en la herramienta de moldeo de tapas es demasiado pequeño, lo que provoca un flujo turbulento. Al aumentar la temperatura de fusión o la temperatura del molde de la tapa de la botella , el plástico permanece más fluido, lo que permite que los frentes de flujo se fusionen sin problemas. Esto garantiza que incluso el molde de tapa personalizado más complejo produzca un acabado suave y de alto brillo.
Comparación de defectos de moho comunes
| Nombre del defecto | Causa primaria | Solución para molde de tapa de botella |
| Destello | Presión excesiva/mal sellado | Aumentar la fuerza de sujeción; Reparar caras de moldes |
| Tiro corto | Baja presión/ventilaciones bloqueadas | Aumentar el tamaño del disparo; Limpiar las rejillas de ventilación del molde |
| Marcas de fregadero | Paredes gruesas/Embalaje bajo | Optimizar el espesor de la pared; Aumentar el tiempo de espera |
| Pandeo | Enfriamiento desigual | Rediseñar los canales de refrigeración; Ajustar el tiempo del ciclo |
| Marcas de quemaduras | Aire atrapado / Inyección rápida | Ralentizar la inyección; Mejorar la ventilación |
Conclusión
Dominar la producción de cierres de plástico requiere una comprensión integral del molde de las tapas de botellas y los diversos factores que contribuyen a los defectos de fabricación. Desde los problemas de integridad estructural causados por deformaciones y disparos cortos hasta fallas estéticas por rebabas y defectos superficiales, cada problema se remonta al rendimiento del molde de tapa de botella de plástico . Al implementar programas de mantenimiento rigurosos para la herramienta de moldeo de tapas y controlar con precisión los parámetros de inyección, los fabricantes pueden garantizar que su molde para envases produzca resultados consistentes y de alta calidad.
Invertir en un de alta calidad molde para gorras personalizado es sólo el primer paso; La optimización continua de las fases de refrigeración, ventilación y embalaje es lo que, en última instancia, determina el éxito de una operación de embalaje B2B. A medida que la industria avanza hacia diseños más sostenibles y más delgados, la precisión requerida del molde de tapas de botellas no hará más que aumentar. Al identificar y resolver proactivamente estos defectos comunes, las empresas pueden reducir el desperdicio, satisfacer las demandas de los clientes y mantener una ventaja competitiva en el mercado global.