Control de redondez a nivel micro: mejora de la estabilidad para moldes de tapas de botellas con múltiples cavidades
En un molde para tapas de botellas con múltiples cavidades, la precisión de la inserción no se trata solo de cumplir con una dimensión del dibujo. Afecta directamente la estabilidad del sellado, la consistencia entre cavidades, la intercambiabilidad de los insertos y el rendimiento del molde a largo plazo.
Para los fabricantes de tapas de botellas, una pequeña desviación en un inserto de molde puede convertirse en un problema de producción repetido. Puede manifestarse como un sellado inestable, , un espesor de pared desigual, , un destello local , , tapas moldeadas excéntricas , , una sensación de rosca inconsistente o un trabajo de ajuste adicional durante el mantenimiento del molde.
Inserciones de molde de precisión terminadas para un molde de tapas de botellas con múltiples cavidades. La redondez, la cilindricidad y la intercambiabilidad de los insertos son fundamentales para un sellado estable de la tapa y una producción a largo plazo.
Descripción general del vídeo: Por qué es importante la redondez en los insertos de moldes para tapas de botellas
Este breve vídeo ofrece una descripción visual rápida de los insertos de molde de precisión y la lógica de medición detrás del control de redondez a nivel micro. Para los compradores, el punto clave es simple: la precisión debe demostrarse mediante datos de inspección, no sólo describirse con palabras.
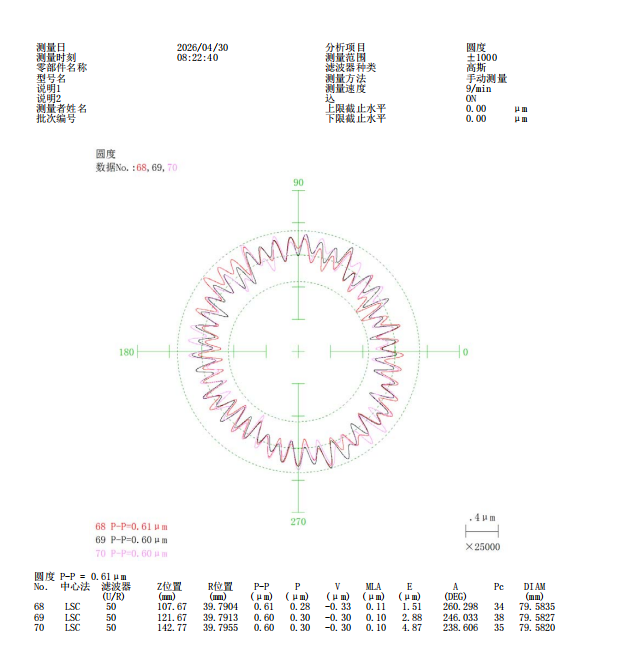
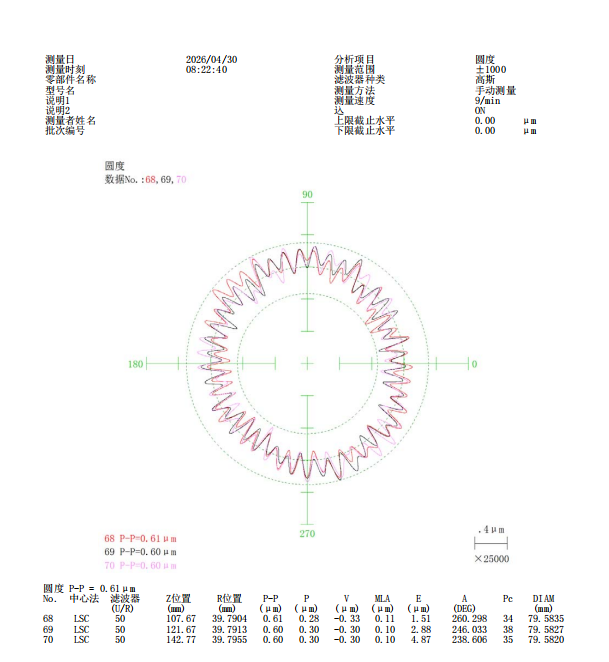
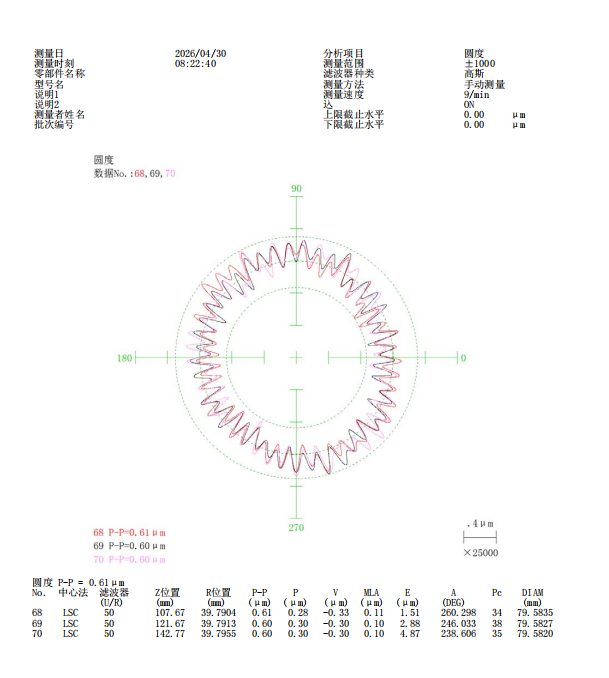
Es por eso que el control de la redondez y la cilindricidad es importante en los componentes de moldes de inyección de alta precisión. En este caso medido, se inspeccionó un inserto de molde de precisión utilizado para un molde de inyección de tapas de botellas con múltiples cavidades después del mecanizado de los diámetros interior y exterior. La redondez medida alcanzó aproximadamente 0,60–0,61 μm , y la cilindricidad medida alcanzó aproximadamente 1,32 μm , verificada por un instrumento japonés de medición de redondez y cilindricidad.
Para los compradores que comparan inserciones de moldes de alta precisión, pasadores centrales, manguitos y componentes de repuesto, la página de componentes de moldes de precisión personalizados de SENLAN ofrece una visión más amplia de las piezas que admitimos para aplicaciones de moldes de inyección.
Respuesta rápida
El control de redondez a nivel micro en los insertos de moldes para tapas de botellas ayuda a reducir riesgos de producción como:
Variación dimensional de cavidad a cavidad en moldes de múltiples cavidades
Sellado de tapa inestable causado por contacto circular desigual
Excentricidad y espesor de pared desigual en tapas moldeadas
Engranaje de rosca y variación de torque de cierre inconsistentes
Riesgo de inflamación causado por ajuste inestable del inserto o desajuste local
Desgaste desigual del molde durante la producción a largo plazo
Ajuste manual durante el reemplazo del inserto
Correcciones de prueba repetidas después del ensamblaje del molde
En los moldes para tapas de botellas con múltiples cavidades, el control de la redondez no es sólo un objetivo del mecanizado. Es parte del control de riesgos de producción.
Resultados medidos: redondez y cilindricidad
El inserto del molde inspeccionado se midió después del mecanizado de los diámetros interior y exterior. Los resultados muestran un control estable del perfil circular y una fuerte consistencia de la superficie cilíndrica a lo largo de la altura de trabajo.
Elemento de inspección
Resultado medido
Referencia típica de alta precisión
Por qué es importante
Redondez
0,60–0,61 µm
< 2,0 µm
Indica un excelente control del perfil circular después del mecanizado del diámetro interior y exterior.
Cilindricidad
1,32 micras
< 3,0 µm
Confirma la estabilidad de la superficie cilíndrica a lo largo de la altura de trabajo.
Método de inspección
Instrumento japonés de medición de redondez/cilindricidad.
Metrología de precisión profesional
Proporciona evidencia mensurable en lugar de afirmaciones verbales de precisión.
Solicitud
Inserto de molde para tapas de botellas con múltiples cavidades
Producción de moldes para tapas de alta cavidad
Respalda la estabilidad del sellado, la intercambiabilidad de los insertos y la consistencia entre cavidades.
Evidencia de inspección: redondez, cilindricidad y datos de video
Los siguientes informes de inspección y vídeos respaldan los resultados medidos. Esta sección está diseñada para compradores que necesitan más que una declaración de precisión general: necesitan evidencia visible, datos mensurables y una conexión clara entre los resultados de la inspección y la estabilidad de la producción.
Informe de inspección de redondez que muestra aproximadamente 0,60–0,61 μm de redondez después del mecanizado del diámetro interior y exterior. Resultado de la inspección de cilindricidad de aproximadamente 1,32 μm , lo que confirma la estabilidad de la superficie cilíndrica a lo largo de la altura de trabajo.
Imagen de inspección anotada resaltando 0.60 Control de redondez a nivel de μm , un factor clave para un sellado estable, consistencia de la cavidad e inserciones de molde intercambiables.
Vídeo corto: Datos de medición y significado de producción
Este segundo video se coloca después de la evidencia de la inspección porque ayuda a conectar los números medidos con el valor real de la producción: mejor consistencia del sellado, menor riesgo de rebaba, repetibilidad mejorada entre cavidades y reemplazo de insertos más confiable.
El resultado de redondez de aproximadamente 0,60–0,61 μm muestra que el perfil circular después del mecanizado es muy estable. El resultado de cilindricidad de aproximadamente 1,32 μm confirma aún más que la superficie cilíndrica permanece consistente a lo largo de la altura de la pieza.
La redondez de 0,60 μm no es sólo un número. Es parte de la base para un sellado estable de tapas de botellas, cavidades consistentes y un mantenimiento confiable del molde.
Por qué es importante la redondez en los insertos de moldes para tapas de botellas
Las tapas de botellas son piezas circulares, pero su rendimiento no se limita sólo a la forma exterior. El inserto del molde controla áreas de formación clave que afectan el sellado, el comportamiento de la rosca, el ajuste y la distribución de la pared.
Si la redondez del inserto es inestable, la tapa moldeada también puede volverse inestable. Los problemas de producción comunes incluyen:
presión de sellado inconsistente
variación del espesor de la pared local
geometría excéntrica de la tapa
conexión desigual de la rosca
destello alrededor de las áreas circulares de cierre
ajuste inestable entre la tapa y el cuello de la botella o accesorio
Para un molde de múltiples cavidades, estos problemas se vuelven más serios porque una cavidad inestable puede crear defectos repetidos en grandes volúmenes de producción.
Un molde para tapas de botellas con múltiples cavidades es tan estable como los insertos de ajuste crítico que contiene.
Problema del cliente 1: variación de una cavidad a otra
El problema del cliente: en los moldes para tapas de botellas con múltiples cavidades, los compradores a menudo se preocupan de que algunas cavidades produzcan tapas aceptables mientras que otras generen resultados ligeramente diferentes. Incluso una pequeña variación del inserto puede provocar un comportamiento de sellado, un espesor de pared o una sensación de rosca diferentes entre las cavidades.
Cómo ayuda la redondez a nivel micro: cuando las superficies cilíndricas internas y externas se controlan a nivel micro, es más probable que cada inserto mantenga la geometría circular deseada y el ajuste funcional. Esto ayuda a reducir la variación entre cavidades en las tapas de botellas moldeadas.
Valor para el cliente: una mejor consistencia de las plaquitas respalda una producción de múltiples cavidades más estable, menos defectos específicos de las cavidades, una resolución de problemas más sencilla durante las pruebas y una mejor repetibilidad en el moldeo a largo plazo.
Problema del cliente 2: Sellado de tapa inestable
El problema del cliente: el sellado de las tapas de las botellas depende de un contacto circular estable. Si el inserto del molde no es lo suficientemente redondo, la tapa moldeada puede tener una presión de sellado desigual alrededor de la circunferencia.
Esto puede llevar a:
microfugas
sellado inconsistente después de apretar
diferencias de sellado entre cavidades
rendimiento deficiente después del transporte o almacenamiento
Cómo ayuda la redondez a nivel micro: una redondez medida de aproximadamente 0,60 a 0,61 μm ayuda a mantener una superficie de moldeo circular más uniforme. Esto puede contribuir a una mejor consistencia del sellado de la tapa en el producto moldeado final.
Valor para el cliente: Para los fabricantes de tapas de botellas, esto ayuda a reducir el riesgo de fugas y respalda un rendimiento más confiable de las tapas en la producción.
Problema del cliente 3: excentricidad y espesor de pared desigual
El problema del cliente: si los diámetros interior y exterior de un inserto de molde no se controlan adecuadamente, la tapa de la botella moldeada puede mostrar excentricidad o espesor de pared desigual. Es posible que esto no siempre sea obvio en la primera muestra, pero puede afectar el ensamblaje, el sellado y la apariencia del producto durante la producción.
Cómo ayuda la redondez a nivel micro: Al verificar el inserto con mediciones de redondez y cilindricidad, el proveedor puede verificar si la geometría cilíndrica permanece estable antes del ensamblaje del molde.
Valor para el cliente: esto ayuda a reducir las tapas moldeadas excéntricas, el espesor de pared inestable, el comportamiento de contracción desigual y los problemas de ensamblaje posteriores.
Problema del cliente 4: interacción inconsistente con los hilos
El problema del cliente: En el caso de las tapas de botellas con rosca, a los clientes les importa cómo se abre y cierra la tapa. Si algunas cavidades producen tapas que se sienten más apretadas mientras que otras se sienten más flojas, el problema puede deberse a componentes inestables del molde relacionados con la rosca o a un control deficiente de la referencia circular.
Cómo ayuda la redondez a nivel micro: El mecanizado de precisión del diámetro interior y exterior ayuda a mantener una referencia estable para las áreas relacionadas con la rosca. Cuando la geometría del inserto es consistente, es más probable que la tapa moldeada mantenga un enganche de rosca estable y una sensación de cierre.
Valor para el cliente: esto respalda un par de cierre más consistente, una experiencia de usuario más suave, menos quejas sobre tapas apretadas o flojas y una mejor estabilidad de la rosca entre cavidades.
Problema del cliente 5: Flash alrededor de áreas circulares de cierre
El problema del cliente: la rebaba es una de las quejas más comunes en la producción de moldes para tapas. En moldes de múltiples cavidades, el desajuste local de los insertos o el contacto circular inestable pueden crear pequeños espacios que provoquen rebabas.
Cómo ayuda la redondez a nivel micro: La alta redondez y el control de la cilindricidad ayudan a mejorar la estabilidad de las áreas de cierre y conexión circular. Esto no reemplaza el diseño correcto del molde, la ventilación o el equilibrio de sujeción, pero reduce una fuente importante de desajuste local.
Valor para el cliente: una mejor precisión de las inserciones puede ayudar a reducir el riesgo de rebabas y acortar el tiempo de resolución de problemas durante la prueba del molde.
Problema del cliente 6: Desgaste desigual del molde
El problema del cliente: si un inserto de molde tiene poca redondez o cilindricidad, ciertas áreas pueden experimentar un contacto desigual o tensión localizada durante la producción repetida. Con el tiempo, esto puede provocar un desgaste desigual.
Cómo ayuda la redondez a nivel micro: una superficie cilíndrica estable ayuda a distribuir el contacto de manera más uniforme. Para el moldeado de tapas de botellas a alta velocidad, esto favorece un comportamiento de desgaste más predecible.
Valor para el cliente: Los clientes se benefician de una producción más estable a largo plazo, un menor mantenimiento inesperado, una mejor previsibilidad de la vida útil del molde y menos problemas de desgaste específicos de las cavidades.
Problema del cliente 7: los insertos de repuesto requieren un ajuste manual
El problema del cliente: en la producción de tapas de botellas a largo plazo, es posible que sea necesario reemplazar los insertos debido a desgaste, daños o ajustes de diseño. Los clientes no quieren piezas de repuesto que requieran un montaje repetido en el banco después de su llegada.
Cómo ayuda la redondez a nivel micro: un mejor control de la redondez, la cilindricidad y las relaciones entre el diámetro interior y exterior favorece una mejor intercambiabilidad de las plaquitas.
Valor para el cliente: esto ayuda a reducir el tiempo de inactividad del molde, el trabajo de ajuste manual, la incertidumbre sobre el reemplazo y el riesgo de cambiar el resultado del moldeo después del mantenimiento.
La intercambiabilidad de los insertos es especialmente importante para los compradores extranjeros, donde el tiempo de inactividad del molde y las correcciones repetidas pueden generar altos costos ocultos.
Problema del cliente 8: largo tiempo de prueba y ajuste
El problema del cliente: si no se verifica la geometría crítica del inserto antes del ensamblaje, es posible que los problemas solo aparezcan durante la prueba del molde T0 o T1. Esto puede provocar correcciones repetidas, retrasos e incertidumbre.
Cómo ayuda la redondez a nivel micro: La inspección de redondez y cilindricidad proporciona evidencia mensurable antes del ensamblaje. Permite al proveedor y al comprador confirmar que las características circulares críticas ya están controladas.
Valor para el cliente: esto ayuda a reducir el riesgo de ajuste de prueba y hace que la depuración del molde sea más eficiente.
Cómo SENLAN controla la precisión del diámetro interior y exterior
Este tipo de control de redondez a nivel micro depende de una ruta de fabricación de precisión completa, no de una sola máquina. La clave es controlar tanto la precisión del mecanizado como la relación funcional entre las superficies circulares interiores y exteriores.
En SENLAN, esta capacidad está respaldada por equipos de alta precisión y experiencia en procesos, incluidos los centros de mecanizado MAKINO , , torneado CNC HARDINGE , rectificado de precisión, pulido y control de inspección. Para los componentes redondos utilizados en moldes para tapas de botellas, el objetivo no es solo mecanizar el diámetro, sino también controlar la redondez, la cilindricidad, la concentricidad y la repetibilidad como un solo sistema.
Para obtener una visión más amplia de nuestra base de mecanizado e inspección, incluidos CNC, electroerosión, rectificado, pulido y verificación de MMC ZEISS, consulte nuestras capacidades de inspección y mecanizado de precisión..
La precisión debe medirse, no reclamarse
Muchos proveedores dicen que pueden fabricar inserciones de moldes de alta precisión. Pero para los fabricantes de tapas de botellas, una afirmación verbal no es suficiente.
La evidencia útil incluye:
medición de redondez
medición de cilindricidad
Inspección de CMM
informes dimensionales
comprobaciones de acabado de superficie
comparación lote a lote
datos de medición de cavidad a cavidad
evidencia en video de inspección y componentes terminados
En este caso, los datos medidos de redondez y cilindricidad, junto con los vídeos de inspección visual, proporcionan una prueba directa de la estabilidad del mecanizado de la plaquita después del procesamiento del diámetro interior y exterior.
La precisión no es un eslogan. Debe medirse, registrarse y probarse.
Por qué esto es importante para la producción de tapas de botellas con cavidades múltiples
Los moldes para tapas de botellas suelen funcionar a alta velocidad y con un gran volumen. Un pequeño problema con las plaquitas puede convertirse rápidamente en un problema de producción repetido.
Para moldes de tapas con múltiples cavidades, el control de insertos de micronivel ayuda a respaldar:
rendimiento de sellado estable
geometría de tapa consistente
mejor sensación de rosca
menor riesgo de inflamación
inserto más fuerte intercambiabilidad
mantenimiento a largo plazo más predecible
aprobación de producción más fluida
Esta es la razón por la que los insertos de moldes de precisión deben tratarse como componentes críticos para la producción, no como simples piezas mecanizadas.
Antes de aprobar insertos de molde para un molde para tapas de botellas con múltiples cavidades, los compradores deben preguntar:
¿Se ha verificado la relación entre los diámetros interior y exterior?
¿Se requiere inspección de redondez para este componente?
¿Es importante la cilindricidad a lo largo de la altura de trabajo?
¿Qué superficies afectan el sellado o el rendimiento de la rosca?
¿Se utiliza el inserto en múltiples cavidades?
¿Se requiere intercambiabilidad de reemplazo?
¿Se proporcionarán datos de inspección antes del envío?
¿Puede el proveedor proporcionar pruebas visuales, como fotografías o vídeos de inspección?
¿Existen problemas conocidos como fugas, rebabas o torsión inconsistente en el molde actual?
Pensamiento final
Para los moldes de tapas de botellas con múltiples cavidades, el mecanizado de inserción de precisión no se trata solo de precisión dimensional. Se trata de mantener cada cavidad estable, intercambiable y lista para la producción.
En este caso medido, la redondez alcanzó aproximadamente 0,60–0,61 μm y la cilindricidad alcanzó aproximadamente 1,32 μm después del mecanizado de los diámetros interior y exterior.
Ese nivel de control ayuda a lograr una mejor consistencia del sellado, un menor riesgo de rebaba, una mejor repetibilidad entre cavidades y un mantenimiento más confiable del molde.
La redondez de 0,60 μm no es sólo un número: es parte de la base para una producción estable de tapas de botellas.
CTA: Solicite una revisión de precisión
¿Su producción actual sufre problemas de sellado inconsistente, rebabas, variación de cavidades o reemplazo de insertos?
No se conforme con afirmaciones verbales de precisión. Comparta sus dibujos, muestras o problemas de producción actuales con nuestro equipo técnico. Podemos revisar los requisitos críticos de redondez, cilindricidad e intercambiabilidad de insertos para su proyecto de molde para tapas de botellas con múltiples cavidades.
¿Por qué es importante la redondez en los insertos de moldes para tapas de botellas?
La redondez afecta la estabilidad de la superficie de la moldura circular. En los moldes para tapas de botellas, una redondez deficiente puede provocar tapas excéntricas, presión de sellado desigual, variación del espesor de la pared o comportamiento inestable de la rosca.
¿Qué significa una redondez de 0,60 μm para los insertos de molde?
En este caso medido, una redondez de 0,60–0,61 μm significa que la desviación del perfil circular después del mecanizado fue extremadamente pequeña. Esto ayuda a respaldar un ajuste estable del inserto, la consistencia de la cavidad y el rendimiento de la tapa moldeada.
¿Cómo afecta la cilindricidad al rendimiento del molde para tapas de botellas?
La cilindricidad muestra cuán estable permanece la superficie cilíndrica a lo largo de su altura. Una buena cilindricidad ayuda a reducir el contacto desigual, la excentricidad y la inestabilidad en la tapa de la botella moldeada.
¿Puede el control de redondez ayudar a reducir las fugas en la tapa?
Sí. El control de la redondez puede permitir superficies de sellado circulares más uniformes, lo que ayuda a reducir una posible causa de fuga. Sin embargo, el rendimiento final del sellado también depende del diseño del molde, la geometría de la tapa, la resina, las condiciones del proceso y las piezas coincidentes.
¿Por qué los compradores deberían solicitar datos de inspección para insertos de moldes de precisión?
Los datos de inspección brindan a los compradores una prueba mensurable de la calidad del mecanizado. En el caso de los moldes para tapas de botellas con múltiples cavidades, los informes de redondez, cilindricidad y dimensiones ayudan a reducir el riesgo antes del montaje y la prueba del molde.
¿Por qué añadir vídeos de inspección a un estudio de caso de inserción de molde técnico?
Los vídeos de inspección ayudan a los compradores a comprender el componente real, el proceso de medición y el significado de producción detrás de los datos. Son especialmente útiles al evaluar proveedores extranjeros en busca de componentes de moldes de ajuste crítico.
Etiquetas técnicas
#BottleCapMoldInserts #MultiCavityBottleCapMold #PrecisionMoldInserts #HighPrecisionInjectionMoldComponents #RoundnessControl #CylindricityMeasurement #BottleCapMold #InjectionMoldComponents #PrecisionMachining #MoldInsertInterchangeability #CapSealingConsistency #CavityToCavityConsistency #Insertos para moldes médicos y cosméticos #Piezas de moldes intercambiables