Moldes de tapas de PP de alta cavitación para una producción estable de tapas de alta velocidad
Respuesta rápida: Los moldes de tapas de PP de alta cavitación requieren más que un ciclo corto. La producción de cierres estables depende de una refrigeración equilibrada, ventilación controlada, expulsión fiable, comportamiento uniforme de la resina de PP, núcleos de rosca, insertos de sellado, anillos de cuello, insertos de cavidades precisos y componentes de repuesto repetibles. Cuando el tiempo del ciclo se reduce de manera demasiado agresiva, los pequeños problemas con las herramientas pueden convertirse rápidamente en rebabas, variaciones de torque, fugas o fallas específicas de la cavidad.
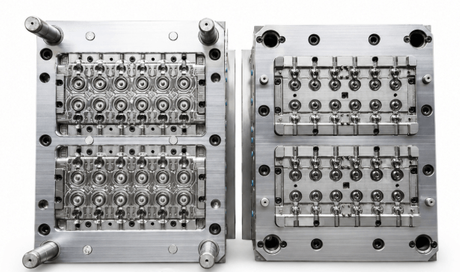
Declaración de entidad: SENLAN fabrica moldes de inyección personalizados y componentes de moldes de precisión para tapas, cierres, envases, envases cosméticos, moldeo relacionado con la medicina y aplicaciones de moldeo por inyección de alta cavitación. Para los proyectos de moldes para tapas de PP, el enfoque clave de ingeniería no es solo la producción del molde, sino también el comportamiento estable de una cavidad a otra durante largas tiradas de producción.
Los moldes para tapas de PP de alta cavitación se utilizan ampliamente en la producción de envases de bebidas, hogar, cuidado personal, productos químicos y recargas. Los compradores suelen centrarse en el tiempo del ciclo, el número de cavidades y el precio del molde al comienzo de un proyecto. Esos factores importan, pero no explican completamente si el molde puede funcionar de manera consistente después de miles o millones de ciclos de moldeo.
En el moldeo por inyección de tapas de PP de alta velocidad, los ciclos más rápidos exponen puntos débiles en el sistema de herramientas. El desgaste de la rosca, la falta de coincidencia del inserto de sellado, la mala ventilación, el desequilibrio de la refrigeración, la variación de la resina y la eyección inestable pueden aparecer como defectos de producción. Por lo tanto, un molde para tapas debe evaluarse como un sistema de herramientas completo, no sólo como un conjunto de piezas de acero.
Por qué los moldes de tapas de PP con alta cavitación son sensibles a la reducción del tiempo de ciclo
TL;DR: La reducción del tiempo del ciclo es útil solo cuando el molde permanece estable. Si el enfriamiento, la expulsión, la ventilación o el equilibrio de la cavidad son débiles, un ciclo más corto puede aumentar la rebaba, la deformación, la variación del torque y el peso inconsistente de la tapa.
En el moldeo por inyección de tapas de PP, cada segundo del ciclo afecta el costo de producción. Esta es la razón por la que muchos fabricantes de tapones impulsan los moldes de tapas de alta cavidad hacia ciclos más rápidos. Sin embargo, el moldeo a alta velocidad reduce el margen de variación del proceso. Un molde que parece aceptable en un ciclo más lento puede volverse inestable cuando se acorta el tiempo de enfriamiento, el tiempo de retención o el tiempo de expulsión.
La reducción del tiempo de ciclo debe revisarse junto con la estructura del molde, el comportamiento de la resina y el estado de los componentes. Por ejemplo, un ligero desequilibrio en el enfriamiento puede no ser obvio durante el moldeo de prueba, pero puede crear una variación de contracción entre cavidades durante la producción continua. Un inserto de sellado desgastado también puede volverse más sensible cuando cambia la velocidad de inyección o la temperatura del molde.
De la presión de producción a los requisitos de estabilidad de las herramientas
TL;DR: La producción de tapas en gran volumen crea presión sobre el tiempo del ciclo, el costo y la producción. El molde debe convertir esos objetivos de producción en enfriamiento estable, sellado, roscado, expulsión y control de piezas de repuesto.
| Presión de producción Riesgo | común de herramientas | Requisitos de estabilidad de herramientas |
|---|---|---|
| Tiempo de ciclo más corto | Enfriamiento incompleto, deformación o pegado | Enfriamiento equilibrado, superficies de liberación confiables y tiempo de expulsión estable |
| Salida de alta cavidad | Variación de cavidad a cavidad | Insertos numerados por cavidad, núcleos de rosca consistentes y registros de inspección |
| Diseño de gorra liviana | Deformación de pared delgada y ventana de tolerancia más pequeña | Inserciones de cavidad precisas, espesor de pared controlado y áreas de cierre estables |
| Exigencia de cierre a prueba de fugas | Flash o falta de coincidencia cerca de las superficies de sellado | Insertos de sellado de precisión, ventilación controlada y ajuste estable de la línea de separación |
| Largas campañas de producción. | Desgaste, tiempo de inactividad y desajuste de piezas de repuesto | Componentes de repuesto intercambiables y referencias de mecanizado repetibles. |
Variación de la resina de PP y su impacto en el rendimiento del molde de tapa
TL;DR: La variación de la resina de PP puede afectar el flujo, la contracción, la liberación de piezas y las dimensiones de la tapa. Un molde de tapa estable debe tolerar una variación razonable del material sin perder el rendimiento del sellado, el ajuste de la rosca o el equilibrio de la cavidad.
El PP se usa ampliamente para tapas y cierres porque ofrece un equilibrio útil entre rigidez, procesabilidad, resistencia química y rendimiento de bisagra para ciertos diseños de cierre. Pero la resina de PP no siempre es idéntica de un lote a otro. El flujo de fusión, la contracción, el paquete de aditivos, el contenido reciclado y el control de la humedad pueden afectar la forma en que el material se llena y se libera del molde.
Cuando cambia el comportamiento de la resina, las áreas del molde con mayor probabilidad de mostrar problemas incluyen las paredes delgadas de la tapa, las superficies de sellado, la geometría de la rosca, las áreas de ventilación y las superficies de expulsión. Si el molde tiene un margen de proceso limitado, la variación de la resina puede aparecer como disparos cortos, rebabas, adherencias, desviación del peso de la tapa o torsión inconsistente.
Para los compradores que obtienen moldes de tapa de PP con alta cavitación, la información sobre la resina debe ser parte de la discusión técnica antes de finalizar el diseño del molde. El proveedor debe comprender el grado de PP previsto, la velocidad de producción esperada, la aplicación de la tapa, los requisitos de sellado y el estándar de inspección antes de cotizar o construir el molde.
Áreas críticas del molde que controlan la calidad de la tapa de PP
TL;DR: La calidad de la tapa de PP está controlada por varias áreas del molde que trabajan juntas. Los núcleos de rosca, los insertos de sellado, los anillos de cuello, los insertos de cavidad y los componentes de expulsión afectan cada uno de ellos a una parte diferente del rendimiento del cierre.
| Área del molde | Qué controla | Riesgo si es inestable |
|---|---|---|
| Núcleo del hilo | Torque de apertura, torque de aplicación y enganche de rosca. | Variación de torque, mal ajuste o sellado inestable |
| Inserto de sellado | Tierra de sellado, sello de tapón y rendimiento a prueba de fugas. | Fugas, chispas cerca del área de sellado o mala resistencia a la presión |
| Anillo de cuello | Ajuste de tapa a botella y acabado de cuello a juego. | Ajuste flojo, comportamiento de cierre desigual o problemas de montaje |
| Inserto de cavidad | Geometría exterior, calidad de la superficie y repetibilidad de la cavidad. | Variación de la cavidad, deformación o apariencia inconsistente de la tapa. |
| Sistema de eyección | Comportamiento de liberación y forma de la tapa después de la expulsión | Pegado, deformación, marcas de expulsión o tiempo de ciclo inestable |
Núcleos de rosca y estabilidad del par
Los núcleos de rosca influyen directamente en el par de apertura, el par de aplicación y el enganche de la rosca. En un molde de tapa de alta cavidad, pequeñas diferencias entre los núcleos de rosca pueden crear un comportamiento diferente de la tapa de una cavidad a otra. Los compradores deben revisar la geometría de la rosca, el acabado de la superficie, la resistencia al desgaste y la estrategia de reemplazo antes de la producción en masa. SENLAN admite componentes de moldes de tapas, como núcleos de rosca, insertos de cavidades y piezas de precisión relacionadas para aplicaciones de moldes de cierre.
Insertos de sellado y rendimiento a prueba de fugas
Los insertos de sellado afectan las fugas de la tapa, la resistencia a la presión y la consistencia de la tierra de sellado. Si el área de sellado es inestable, el equipo de moldeo puede intentar compensarlo con cambios en el proceso, pero la causa raíz puede permanecer en la herramienta. Se debe comprobar el estado de cierre, ventilación, ajuste, nivel de pulido y desgaste específico de la cavidad de un inserto de sellado.
Anillos para el cuello y ajuste de tapa a botella
Los anillos para el cuello ayudan a controlar la relación entre la tapa y el acabado del cuello de la botella. Para envases de bebidas, salsas, productos químicos y cuidado personal, el ajuste de la tapa a la botella debe permanecer estable en todos los lotes de producción. El desgaste o la falta de coincidencia del anillo del cuello pueden crear problemas de ensamblaje, ajuste flojo, riesgo de fugas o sensación de cierre inestable.
Insertos de cavidad y consistencia de la superficie
Los insertos de cavidad controlan la geometría exterior, la calidad de la superficie de la tapa y la repetibilidad de la cavidad. En diseños de tapas livianas, la precisión de la inserción de la cavidad se vuelve más importante porque la ventana de espesor de pared es más pequeña. La variación entre los insertos de cavidad puede crear diferencias visibles en la apariencia o un comportamiento de contracción desigual.
Componentes de expulsión y extracción
Los sistemas de expulsión afectan el tiempo del ciclo y la forma de la tapa después del desmolde. Si la liberación es inestable, los ciclos más rápidos pueden crear deformaciones, adherencias, raspaduras o marcas de expulsión. La eyección debe revisarse junto con el enfriamiento, el nivel de pulido, la contracción de la resina y la geometría de la tapa.
Enfriamiento, ventilación y expulsión: por qué los ciclos más rápidos exponen problemas en las herramientas
TL;DR: Los ciclos más rápidos reducen el tiempo disponible para la eliminación de calor, el escape de aire y la liberación de piezas. Esto hace que el equilibrio de enfriamiento, el diseño de ventilación y la confiabilidad de la expulsión sean más importantes en los moldes de tapas de PP con alta cavitación.
El enfriamiento es uno de los principales límites en el moldeo de tapas a alta velocidad. Si una cavidad se enfría de manera diferente a otra, el comportamiento de contracción y liberación de la tapa puede volverse inconsistente. En moldes de alta cavidad, los canales de enfriamiento, el contacto del inserto, la condición del acero del molde y la concentración de calor local deben revisarse como parte del diseño del molde.
La ventilación es igualmente importante. Una mala ventilación puede provocar quemaduras, disparos cortos, fluctuaciones en el flujo o destellos en zonas sensibles. La profundidad y ubicación de la ventilación deben ser adecuadas para la resina, la geometría de la tapa y la velocidad de producción. El diseño de la ventilación no debe tratarse como un detalle menor una vez que el molde ya está construido.
La expulsión también debe ser estable. Si la tapa no se enfría completamente o no se controlan las superficies de liberación, la pieza puede deformarse durante el desmontaje. Para proyectos de moldes nuevos, los compradores deben discutir con anticipación los requisitos de herramientas de moldeo por inyección de plástico , incluido el enfriamiento, la expulsión, la ubicación de la línea de separación y el acceso para mantenimiento.
Cuándo se debe pausar la reducción del tiempo del ciclo
TL;DR: Un ciclo más corto no siempre es un ciclo mejor. Si los defectos aumentan durante las pruebas de aceleración, el equipo debe revisar el estado de las herramientas antes de continuar ajustando los parámetros de moldeo.
La reducción del tiempo del ciclo debe pausarse cuando un moldeo más rápido crea rebabas específicas de la cavidad, variación de torque, deriva del sellado, adherencia, deformación de la tapa, distribución inestable del peso o defectos repetidos en la misma cavidad. Estos síntomas a menudo indican que el problema no está relacionado únicamente con la configuración de la máquina.
Antes de llevar el molde a un ciclo más corto, los compradores y los equipos de moldeo deben revisar el equilibrio de enfriamiento, el desgaste del núcleo de la rosca, la condición del inserto de sellado, la ventilación, la consistencia de la resina y el comportamiento de expulsión. Un plan práctico de aceleración debería proteger primero el rendimiento del límite y luego reducir el tiempo del ciclo dentro de una ventana de proceso estable.
Consistencia entre cavidades en moldes de tapa de alta cavitación
TL;DR: Los moldes de tapas con alta cavitación se juzgan por la consistencia, no solo por la producción total. Cada cavidad debe producir tapas con peso, dimensiones, comportamiento de rosca, condición de sellado y rendimiento de liberación comparables.
En un molde para tapas con muchas cavidades, una cavidad inestable puede generar trabajo de clasificación, tiempo de inactividad y quejas de los clientes. Esta es la razón por la que los registros de inspección e identificación de cavidades son importantes. Si los defectos se repiten en la misma cavidad, el equipo debería poder rastrear el inserto, el núcleo de la rosca, el área de sellado o el componente de expulsión relacionados.
Para lograr estabilidad a largo plazo, los compradores deben preguntar cómo controla el proveedor la consistencia entre cavidades durante el mecanizado, el ajuste, el pulido, la validación de pruebas y la producción de repuestos. Para proyectos que involucran componentes de moldes de precisión , los registros de reemplazo y el control de planos pueden ser tan importantes como el resultado de la primera prueba del molde.
Componentes de repuesto y mantenimiento del molde a largo plazo
TL;DR: Los moldes con alta cavitación necesitan una estrategia de piezas de repuesto antes de que el desgaste provoque un tiempo de inactividad. Los núcleos de rosca, insertos de sellado, anillos de cuello e insertos de cavidad de repuesto deben realizarse con referencias controladas y registros de inspección.
Los moldes para tapas suelen funcionar durante largas campañas de producción. Con el tiempo, puede aparecer desgaste en la compuerta, el núcleo de la rosca, la superficie de sellado, el área de ventilación, la superficie de cierre o la interfaz de expulsión. Si los componentes de reemplazo no se controlan adecuadamente, la cavidad reparada puede comportarse de manera diferente a la cavidad original.
Los compradores deben confirmar si los componentes de repuesto están numerados por cavidades, si se registran las relaciones de coincidencia y si se pueden proporcionar informes de inspección cuando sea necesario. SENLAN puede respaldar piezas de moldes mecanizadas personalizadas para proyectos de mantenimiento, reemplazo y modificación de moldes basados en dibujos, muestras y revisiones técnicas.
Lista de verificación del comprador antes de reducir el tiempo del ciclo del molde de tapa de PP
TL;DR: Antes de reducir el tiempo del ciclo, los compradores deben confirmar si el molde, la resina y el proceso son lo suficientemente estables para soportar una producción más rápida. La lista de verificación debe incluir herramientas, materiales, elementos de inspección y mantenimiento.
- Confirme el grado de resina de PP, el rango de flujo de fusión y el comportamiento de contracción esperado.
- Revise el equilibrio de enfriamiento entre las cavidades antes de acortar el tiempo de enfriamiento.
- Verifique el desgaste del núcleo de la rosca, el acabado de la superficie y la coincidencia entre cavidades.
- Inspeccione los insertos de sellado en busca de rebabas, desgaste en el cierre y defectos relacionados con fugas.
- Confirme la condición del anillo del cuello y los requisitos de ajuste de la tapa a la botella.
- Revise la ventilación en áreas de paredes delgadas, sellado y roscas.
- Compruebe el comportamiento de expulsión para detectar adherencias, deformaciones o marcas de arrastre.
- Compare el peso, las dimensiones, el torque y el rendimiento de sellado de la tapa por número de cavidad.
- Prepare componentes de repuesto antes de largas campañas de producción.
- Defina los requisitos del informe de inspección antes de cotizar o modificar el molde.
Enfoque del comprador regional para moldes de tapa de PP de alta cavitación
TL;DR: Los compradores globales evalúan los moldes para tapas desde diferentes ángulos. Los compradores europeos suelen centrarse en la sostenibilidad y la documentación, los compradores norteamericanos se centran en el tiempo de actividad y las piezas de repuesto, y los productores del Sudeste Asiático suelen centrarse en la estabilidad de ciclo largo y la producción en gran volumen.
Para fabricantes de cierres europeos
Los fabricantes de cierres europeos suelen centrarse en tapas ligeras, estructuras de tapas unidas, trazabilidad de materiales, informes dimensionales y mantenimiento de moldes a largo plazo. Para los moldes de tapas de PP, la estabilidad de la rosca, el rendimiento del sellado y la inspección de las cavidades numeradas son puntos de revisión importantes.
Para compradores de envases de América del Norte
Los compradores norteamericanos generalmente se preocupan por el tiempo de actividad de la producción, el tiempo de ciclo, el equilibrio de las cavidades altas y la disponibilidad de componentes de repuesto. Se debe planificar el reemplazo de núcleos de rosca, insertos de sellado y anillos de cuello antes de que ocurra el tiempo de inactividad del molde.
Para la producción de tapas de gran volumen del sudeste asiático
Las operaciones de moldeo del sudeste asiático a menudo utilizan moldes de tapas de PP con alta cavitación para largas campañas de producción. Se debe revisar el equilibrio de enfriamiento, la variación de la resina, el control de la evaporación y la consistencia entre cavidades antes de reducir agresivamente el tiempo del ciclo.
Para proyectos de embalaje en Sudamérica y Medio Oriente
Los compradores de América del Sur y Medio Oriente a menudo necesitan un rendimiento de cierre estable, un mantenimiento práctico del molde y un soporte de reemplazo confiable para proyectos de empaque de bebidas, hogar, cosméticos y productos químicos.
Cómo SENLAN respalda proyectos de moldes de tapa de PP de alta cavitación
TL;DR: SENLAN respalda proyectos de componentes de moldes y moldes de tapas personalizados mediante la revisión de la función de las piezas, el riesgo de las herramientas, la viabilidad del mecanizado, la consistencia de los reemplazos y los requisitos de inspección antes de la producción.
Para moldes de tapas de PP con alta cavitación, la revisión de ingeniería de SENLAN puede centrarse en las áreas que afectan directamente la estabilidad de la producción: núcleos de rosca, insertos de sellado, anillos de cuello, insertos de cavidades, zonas de ventilación, superficies de liberación y componentes de reemplazo. El objetivo es ayudar a los compradores a reducir los defectos repetidos en las cavidades, el ajuste inestable de la tapa, las rebabas, el riesgo de fugas y el tiempo de inactividad durante la producción a alta velocidad.
Para moldes de tapas nuevos, proyectos de modificación o piezas de herramientas de repuesto, los compradores deben enviar dibujos 2D, archivos CAD 3D, detalles de la aplicación de tapas, información de resina de PP, recuento de cavidades objetivo, fotografías de defectos si están disponibles y requisitos de inspección. SENLAN puede revisar la ruta de mecanizado, el riesgo de las herramientas y la viabilidad de la cotización en función del paquete técnico suministrado.
Preguntas frecuentes
¿Qué es un molde de tapa de PP de alta cavitación?
Un molde para tapas de PP de alta cavitación es un molde de inyección diseñado para producir muchas tapas de polipropileno en un ciclo. Se utiliza comúnmente para la producción de tapones de alta velocidad, donde el tiempo del ciclo, el equilibrio de la cavidad, el enfriamiento, el rendimiento del sellado y la consistencia de las piezas de repuesto son importantes.
¿Cómo pueden los compradores reducir el tiempo del ciclo en el moldeado de tapas de PP?
Los compradores pueden reducir el tiempo del ciclo revisando el equilibrio de enfriamiento, el comportamiento de la resina, la ventilación, la expulsión, la condición del núcleo de la rosca y la consistencia entre cavidades. El tiempo del ciclo no debe reducirse únicamente cambiando la configuración de la máquina si los defectos comienzan a aumentar.
¿Qué causa la rebaba en los moldes de tapas de PP?
La rebaba en los moldes de tapas de PP puede deberse a superficies de cierre desgastadas, mal ajuste de la línea de separación, presión de inyección excesiva, problemas de ventilación, desgaste del inserto de sellado, cambios en la viscosidad de la resina o condiciones de sujeción inestables. La causa raíz debe comprobarse mediante el número de cavidad.
¿Por qué es importante la variación de la resina en el moldeo por inyección de tapas de PP?
La variación de la resina de PP puede afectar el flujo, la contracción, el comportamiento de liberación, el peso de la tapa y la estabilidad dimensional. En moldes de tapas de alta cavidad, la variación del material puede exponer puntos débiles en el enfriamiento, ventilación, sellado y expulsión.
¿Qué componentes del molde son críticos para el control del torque de la tapa?
Los núcleos de rosca, los anillos de cuello y las características de las cavidades relacionadas son fundamentales para el control del torque de la tapa. Su geometría, acabado superficial, condición de desgaste y consistencia del reemplazo pueden afectar el torque de apertura, el torque de aplicación y el enganche de la rosca.
¿Qué deben enviar los compradores para solicitar una cotización de molde de tapa de PP?
Los compradores deben enviar dibujos 2D, archivos CAD 3D, aplicación de tapa, calidad del material, recuento de cavidades, volumen de producción esperado, requisitos de sellado, requisitos de torsión, fotografías de defectos si están disponibles y necesidades de informes de inspección.
Envíe su proyecto de molde de tapa de PP para revisión técnica
Los moldes de tapas de PP de alta cavitación requieren un control coordinado del diseño del molde, el enfriamiento, la expulsión, el comportamiento de la resina y los componentes de precisión del molde. Si su producción de tapas se ve afectada por límites de tiempo de ciclo, variación de resina, rebaba, deriva de torque, fugas o fallas repetidas de la cavidad, prepare sus dibujos y la información del proyecto para su revisión.
Los compradores pueden enviar dibujos para la revisión del molde de tapa con dibujos 2D, archivos 3D, detalles de resina de PP, recuento de cavidades, fotografías de defectos actuales y requisitos de inspección. Esto ayuda a SENLAN a evaluar la estructura del molde, los riesgos de los componentes, la estrategia de reemplazo y la viabilidad de la cotización antes de tomar decisiones de producción.