Eliminación del tiempo de inactividad: una guía estratégica para componentes de moldes de precisión para herramientas médicas y de embalaje de ciclo alto
En el moldeado de gran volumen, el tiempo de inactividad no planificado rara vez comienza con una falla dramática. Generalmente comienza con un pequeño desajuste en el ajuste, un cierre desviado o un patrón de desgaste que gradualmente convierte una producción estable en ajustes repetidos. Para los compradores que trabajan en herramientas médicas y de embalaje, los componentes de moldes de precisión no son solo piezas de repuesto. Son la base mecánica del rendimiento, el tiempo de actividad y la vida útil del molde.
Esto es especialmente cierto en proyectos que se ejecutan con alta cavitación, estándares estéticos estrictos o condiciones de eyección exigentes. Tanto en los componentes de moldes médicos como en las herramientas de embalaje, la verdadera pregunta no es si una pieza se puede mecanizar, sino si puede permanecer estable bajo ciclos térmicos y mecánicos repetidos.
I. Por qué la precisión de los componentes determina el límite máximo de su proyecto de inyección
En de alto rendimiento el moldeo por inyección de plástico , el techo de rendimiento de todo el proyecto está determinado por la consistencia de la cadena de ajuste crítico del molde. Cuando las tolerancias varían a nivel de componente, es posible que el molde aún funcione, pero ya no lo hace de manera predecible.
En los cierres y herramientas para tapas de bebidas, el mal ajuste a menudo se manifiesta como rebabas, rebabas, riesgo de fugas y enganche inestable de la rosca. Es por eso que los compradores involucrados en componentes de moldes de tapas generalmente se centran en la integridad de cierre, la intercambiabilidad y la estabilidad al desgaste mucho antes de centrarse en la apariencia.
- Rebabas y rebabas: a menudo causadas por áreas de sellado inestables y un ajuste inconsistente de la línea de separación.
- Deriva dimensional: normalmente relacionada con el comportamiento del acero, el control del tratamiento térmico y la inestabilidad del proceso durante la producción continua.
- Agarre frecuente: comúnmente relacionado con la fricción, un ajuste deficiente del manguito o un tratamiento superficial inadecuado en herramientas de alto ciclo.
El componente más caro suele ser el que parecía económico en el momento de la compra, pero que luego provocó tiempos de inactividad, trabajos de ajuste, desechos y mantenimiento repetido.
II. Selección de componentes principales: resolución de puntos débiles específicos de la industria
1. Insertos para cavidades y núcleos: la base de la calidad de la superficie y la precisión dimensional
Para aplicaciones cosméticas y de embalaje, la calidad del inserto de la cavidad y el núcleo afecta directamente tanto la apariencia como la repetibilidad. En muchos proyectos, el inserto no sólo forma la pieza. Controla el comportamiento del sellado, la calidad de la rosca, el rendimiento de liberación y el desgaste a largo plazo.
Para proyectos que requieren una retención de geometría estable y un acabado superficial controlado, los insertos de cavidades de precisión personalizados y bien mecanizados para moldes de embalaje pueden reducir la variación posterior del pulido y ayudar a mantener las dimensiones de las piezas consistentes de una cavidad a otra.
2. Sistemas de expulsión: el impulsor invisible detrás de la chatarra y la estabilidad
En herramientas médicas como los moldes de puntas de pipeta o los moldes de copa de reacción, incluso una desviación mínima en los manguitos, la guía del eyector o la concentricidad pueden crear un blanqueamiento por tensión, marcas de arrastre o una liberación inconsistente. Es fácil subestimar estos problemas porque es posible que no aparezcan durante la inspección en banco, pero se vuelven obvios durante la producción a alta velocidad.
La ingeniería de superficies importa aquí. Los manguitos endurecidos, la selección adecuada del recubrimiento y la concentricidad verificada reducen la fricción y ayudan a mantener una expulsión más suave y equilibrada. Desde el punto de vista del control de procesos, aquí es donde la disciplina de mecanizado y la capacidad de inspección importan más que las afirmaciones genéricas de 'alta precisión'. La lógica detrás de esto se puede ver en las ventajas técnicas de SENLAN , donde la estabilidad del mecanizado, la inspección de la CMM y el control del proceso se tratan como parte del sistema de producción en lugar de puntos de venta aislados.
3. Alineación y guía: asegurar la repetibilidad en todas las cavidades
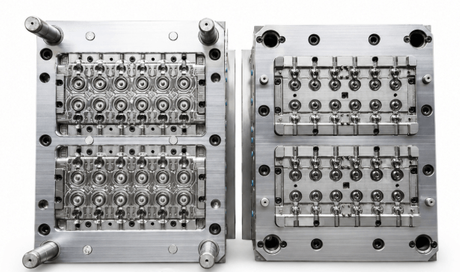
Los moldes de cavidades múltiples dependen de la alineación cada vez que se cierra el molde. Si el sistema de guía se desgasta de manera desigual o el ajuste de la cadena no es uniforme, el resultado no solo es desgaste, sino también sellado inestable, falta de coincidencia y una variación creciente entre las cavidades.
Esta es la razón por la que los compradores que adquieren bloqueos laterales, elementos de ubicación y ajustes guiados deben prestar mucha atención a cómo el proveedor gestiona el control de tolerancia de ±0,005 mm en componentes de moldes de precisión . Las tolerancias controladas ayudan a convertir la alineación de una suposición en un resultado repetible.
III. Tratamiento térmico y de materiales: más allá del acero estándar
La vida útil de un componente de precisión rara vez está determinada únicamente por la dureza. La estabilidad a largo plazo depende del equilibrio entre tenacidad, dureza, resistencia a la corrosión y la idoneidad del material para la resina y el entorno de moldeo.
Para proyectos de cierre de bebidas y de gran volumen, especialmente donde la producción repetida y la estabilidad del desgaste son importantes, a menudo es necesario evaluar si el componente pertenece a herramientas de embalaje generales o a plataformas más especializadas, como piezas de moldes de preformas de PET , donde la expectativa de consistencia de la cavidad y continuidad de la producción es especialmente alta.
Para aplicaciones médicas o entornos de producción húmedos, la resistencia a la corrosión pasa a formar parte del control dimensional. En estos casos, las estrategias de materiales basadas en aceros inoxidables endurecidos suelen ser más fiables que las alternativas de menor calidad. Un ejemplo relevante son las piezas de moldes de inyección médica de alta resistencia a la corrosión en acero inoxidable 420 , donde la elección del material favorece tanto la limpieza como la estabilidad de la superficie a largo plazo.
IV. La ventaja directa de fábrica: por qué es importante la prueba de hardware
Los compradores suelen escuchar promesas similares de muchos proveedores: alta precisión, calidad estable y entrega rápida. Lo que separa a un proveedor confiable de uno riesgoso es si esas afirmaciones están respaldadas por una ruta de mecanizado, una lógica de inspección y una capacidad del equipo que coincida con la geometría real de la pieza.
En la producción real, la repetibilidad proviene de la selección del proceso, no de la redacción. Un ejemplo útil es cómo se estabilizan los componentes de moldes de precisión para moldes de múltiples cavidades : seleccionando rutas de mecanizado basadas en características CTQ, accesibilidad de características y condición del material, en lugar de aplicar el mismo proceso a cada pieza.
Ese enfoque es más fácil de mantener cuando el proveedor es un fabricante directo con control interno sobre los circuitos de mecanizado, inspección y corrección. Como se muestra en el perfil de empresa de SENLAN , el valor de un modelo directo de fábrica no es simplemente un margen de beneficio más bajo. Es la capacidad de conectar dibujos, planificación de procesos, inspección y ajuste final en un flujo de trabajo controlado.
V. Solución de problemas: modos de falla comunes e instrucciones de optimización
| Causa | raíz del problema en | la dirección de optimización a nivel de componente |
|---|---|---|
| Destello/rebabas | Desgaste de alineación, ajuste de cierre inestable, mala repetibilidad | Actualice los componentes de guía, refine las tolerancias de ajuste y mejore la consistencia dimensional |
| Arrastre de piezas/arañazos en la superficie | Mal acabado superficial, comportamiento de liberación inadecuado, falta de coincidencia local | Mejore la ruta de electroerosión/pulido y verifique la retención de la geometría |
| Marcas del pasador eyector | Fuerza de expulsión desequilibrada, fricción del manguito, error de guiado | Revisar el ajuste de la manga, la estrategia de recubrimiento y el control de concentricidad. |
| Ovalidad en mayúsculas | Soporte desigual, distorsión térmica, placa inestable o ajuste de inserto | Optimice la lógica de enfriamiento y mejore la estabilidad de la interfaz de inserción |
Estos problemas son más fáciles de resolver cuando el proveedor puede rastrearlos hasta las causas a nivel de componente en lugar de solo ajustar los parámetros de moldeo. Una referencia práctica es este estudio de caso de molde para tapas de botellas de 24 cavidades , que muestra cómo la variación dimensional en piezas críticas del molde puede afectar directamente la estabilidad del sellado, el tiempo de inactividad y la consistencia de la producción.
VI. Conclusión: convertir la incertidumbre en desempeño controlado
Los componentes de moldes de precisión y las herramientas personalizadas no crean valor al encarecer un molde. Crean valor al hacer que la producción sea más predecible. Cuando la cadena de dimensiones críticas es estable, el molde dura más, los desechos disminuyen, el trabajo de ajuste disminuye y la producción se vuelve más fácil de controlar.
Para proyectos médicos, cosméticos y de embalaje, la lógica de selección de proveedores debe ir más allá del precio y el plazo de entrega. Debe centrarse en si el proveedor puede comprender las características CTQ de la pieza, elegir el material y la ruta de mecanizado correctos y respaldar el molde con un proceso de ingeniería consistente. Ahí es donde las piezas de moldes personalizados y las soluciones de herramientas se convierten en algo más que una categoría de cotización. Se convierten en parte del control de riesgos.
¿Listo para auditar su estrategia de componentes?
Si se enfrenta a dimensiones inestables, trabajos de ajuste repetidos o mantenimiento frecuente del molde, ahora es el momento de revisar la estrategia de los componentes detrás de la herramienta. Una revisión de los planos a nivel de componente a menudo puede identificar la fuente real del tiempo de inactividad antes de que se convierta en un problema de producción mayor.
Solicite una cotización directa de fábrica o envíe su dibujo para revisión técnica.