Componentes de moldes de tapas para moldeo por inyección de tapas de botellas de alta velocidad
Respuesta rápida: El moldeo por inyección de tapas de botellas no se trata solo de la velocidad de la máquina o la selección de polímeros. La producción estable de cierres depende de la precisión de los componentes del molde para tapas, como núcleos de rosca, insertos de sellado, anillos de cuello e insertos de cavidad. Estos componentes controlan el sellado, el torque, la rebaba, la expulsión y la consistencia entre cavidades en la producción de alta velocidad.
Declaración de entidad: SENLAN fabrica moldes de inyección personalizados y componentes de moldes de precisión para envases, tapas, cierres, envases cosméticos, moldeo relacionado con la medicina y aplicaciones de moldeo por inyección de alta cavitación.
En el moldeo por inyección de tapas de botellas de alta velocidad, la calidad del cierre se controla mediante pequeños detalles de las herramientas. La geometría del núcleo de la rosca, la precisión del inserto de sellado, el ajuste del anillo del cuello, la consistencia del inserto de la cavidad, la ventilación y la estabilidad de la línea de separación afectan si la tapa final sella correctamente, se abre suavemente y se desliza de manera consistente a través de múltiples cavidades.
Para los fabricantes de tapas, una producción estable depende de si los componentes del molde pueden controlar el sellado, el torque, la rebaba y la consistencia entre cavidades en tiradas de producción largas. Un molde puede parecer correcto en el diseño CAD, pero si los componentes que forman la rosca, la superficie de sellado o el ajuste del cuello no son estables, el resultado de la producción puede volverse inconsistente.
Esta guía explica cómo los compradores deben evaluar los componentes del molde para tapas, las herramientas de moldeo por inyección de tapas de botellas y las piezas de reemplazo del molde para cierres antes de aprobar nuevas herramientas o solicitar componentes de repuesto.
Por qué la producción de tapas de botellas depende de componentes de moldes de precisión
TL;DR: Las tapas de botellas son piezas pequeñas, pero sus componentes del molde controlan funciones críticas como el ajuste de rosca, el sellado, el torque, la evidencia de manipulación, la expulsión y la consistencia a largo plazo. Los compradores deben evaluar los componentes del molde por su función dentro del molde, no sólo por sus dimensiones nominales.
Las tapas de botellas y los cierres de plástico se utilizan en envases de bebidas, alimentos, productos farmacéuticos, hogar, cuidado personal y cosméticos. Su rendimiento depende de varios requisitos funcionales: sellado a prueba de fugas, par de apertura controlado, enganche estable de la rosca, apariencia limpia y ajuste consistente con el cuello de la botella.
Cada uno de estos requisitos está conectado a un componente del molde. Los núcleos de rosca forman la rosca interior. Los insertos de sellado definen la geometría de sellado. Los anillos de cuello afectan el ajuste con el recipiente. Los insertos de cavidad controlan la forma y la superficie de la tapa. Los componentes extractores y de expulsión influyen en la liberación y la estabilidad del ciclo.
Cuando los compradores evalúan un molde para tapas de botellas, no deben centrarse únicamente en la base del molde o el tonelaje de la máquina. Los componentes más pequeños del molde a menudo deciden si el cierre se puede producir repetidamente sin rebabas, fugas, variación de par o problemas de expulsión.
De los requisitos de cierre a los requisitos de los componentes del molde
TL;DR: Cada requisito de cierre crea un requisito de herramientas. Los compradores deben traducir los objetivos de sellado, torsión, aligeramiento y producción de alta velocidad en especificaciones específicas de los componentes del molde para tapas antes de solicitar herramientas.
| Requisito de cierre | Posible riesgo de moldeo | Componente crítico del molde |
|---|---|---|
| Sellado a prueba de fugas | Fugas, chispas cerca de las zonas de sellado, ajuste de tapa inestable | Insertos de obturación, anillos de cuello, superficies de cierre |
| Par de apertura controlado | Variación de rosca, apertura difícil, montaje inconsistente | Núcleos de rosca, inserciones de cavidades, control de acabado superficial. |
| Producción de alta velocidad | Desequilibrio de cavidades, tiros cortos, inestabilidad del ciclo. | Insertos de cavidad equilibrada, interfaz de canal caliente, componentes relacionados con la refrigeración |
| Diseño de cierre ligero | Deformación de paredes delgadas, rebabas, sellado débil | Insertos de núcleo, insertos de cavidad, anillos de cuello, áreas de ventilación |
| Mantenimiento del molde a largo plazo | Desajuste de reemplazo y falla repetida de la cavidad | Componentes de reemplazo numerados por cavidad y registros de inspección |
Componentes clave del molde de tapa que los compradores deben revisar
TL;DR: Los componentes más importantes del molde para tapas incluyen núcleos de rosca, insertos de sellado, anillos de cuello, insertos de cavidades, insertos de núcleos, placas extractoras e insertos de repuesto. Cada componente debe ser revisado según la función de cierre que controla.
Los moldes para tapas se basan en múltiples componentes de precisión que trabajan juntos. Si un componente se desgasta, se desplaza o no coincide correctamente con la cavidad, el defecto puede aparecer como fuga, rebaba, variación de torsión, disparo corto, pegado o ajuste inestable de la tapa.
Los compradores que adquieran componentes de moldes para tapas deben revisar atentamente las siguientes piezas:
- Núcleos de rosca: controle la geometría de la rosca, el par de apertura, el par de aplicación y el ajuste del conjunto.
- Insertos de sellado: controle las zonas de sellado, las áreas de obturación, las superficies de compresión y el riesgo de fugas.
- Anillos de cuello: ayudan a definir el ajuste de la tapa, la interacción del cuello de la botella y la consistencia del sellado.
- Insertos para cavidades: controle la geometría externa, la apariencia, el espesor de la pared y la consistencia entre cavidades.
- Inserciones de núcleo: forman la geometría interna y afectan la expulsión, la contracción y la liberación de piezas.
- Placas decapantes y piezas de expulsión: Permiten un desmolde rápido sin deformar la tapa.
- Insertos de repuesto: ayudan a mantener el rendimiento del molde a largo plazo cuando las áreas sensibles al desgaste necesitan servicio.
El plan de inspección correcto depende de qué función controla el componente. Un núcleo de rosca puede necesitar una revisión del perfil y la superficie, mientras que un inserto de sellado puede necesitar mucha atención a las superficies de cierre y al ajuste dimensional.
Cómo los núcleos de rosca afectan el torque y el ajuste de la tapa
TL;DR: Los núcleos de rosca afectan la forma en que se aplica, abre y sella una tapa. El desgaste, la variación dimensional o el acabado superficial deficiente en los núcleos de las roscas pueden crear una variación de torsión y un rendimiento inconsistente de la tapa en todas las cavidades.
La geometría de la rosca es una de las características más importantes en el moldeo por inyección de tapas de botellas. La rosca debe coincidir con el cuello de la botella, soportar la fuerza de cierre correcta y permitir al usuario abrir la tapa dentro del rango de torsión requerido.
Si un núcleo de rosca tiene variación en la profundidad de la rosca, el ángulo del flanco, el paso, el acabado de la superficie o la relación de referencia, es posible que la tapa moldeada no se comporte de manera consistente. En un molde de alta cavidad, pequeñas diferencias entre los núcleos de las roscas pueden crear una variación del torque entre cavidades.
Los compradores deben definir qué dimensiones de rosca son críticas y si se requieren informes de inspección. Para núcleos de rosca de repuesto, la identificación de cavidades y los registros coincidentes pueden ayudar a reducir el riesgo de instalar un componente que cumple con el dibujo pero se comporta de manera diferente dentro de un molde existente.
Cómo los insertos de sellado y los anillos de cuello afectan las fugas
TL;DR: El rendimiento a prueba de fugas depende de la geometría del sellado y del estado de los componentes del molde. Se deben revisar los insertos de sellado, los anillos de cuello y las superficies de cierre para determinar el desgaste, la precisión dimensional, el acabado de la superficie y la consistencia del reemplazo.
Las fugas son uno de los modos de falla más graves en la producción de tapas y cierres. Puede deberse al diseño del producto, al comportamiento del material o a la configuración del proceso, pero el estado de las herramientas suele ser parte de la causa.
Los insertos de sellado y los anillos de cuello ayudan a controlar la geometría de contacto entre la tapa y el recipiente. Si la superficie de sellado está desgastada, no coincide o no se ha inspeccionado correctamente, la tapa puede parecer aceptable pero fallar en las condiciones de presión, vacío o transporte.
Los compradores deben revisar los componentes del molde críticos para el sellado antes de la aprobación de la producción. Las comprobaciones importantes pueden incluir las dimensiones de la superficie de sellado, el ajuste de cierre, la planitud del inserto, la ventilación cerca de las áreas de sellado, el acabado de la superficie y el estado de desgaste después de largos ciclos de producción.
Selección de materiales: HDPE, PP y resina reciclada en moldura de tapa
TL;DR: La elección del material afecta el flujo, la contracción, la rigidez, el torque, el sellado y la expulsión. El HDPE, el PP y los materiales reciclados pueden requerir diferentes revisiones de herramientas y atención a los componentes del molde.
La mayoría de los cierres de plástico se producen a partir de materiales como HDPE, PP o polímeros de embalaje para aplicaciones específicas. El HDPE se usa comúnmente cuando se requiere rigidez y resistencia al impacto, mientras que el PP se usa a menudo para cierres que necesitan un rendimiento de bisagra o una mayor resistencia al calor. Las tendencias en envases monomateriales y de resina reciclada también pueden influir en la selección de materiales.
Los cambios de materiales pueden afectar el rendimiento del molde. Una resina con diferente contracción puede cambiar el ajuste de la rosca. Una resina con un comportamiento de flujo diferente puede crear rebabas en áreas que anteriormente funcionaban bien. La variación del material reciclado puede influir en la calidad de la superficie, la sensibilidad de la ventilación y el comportamiento de eyección.
Cuando los compradores cambian el grado de resina, el contenido reciclado o el proveedor de material, deben revisar los componentes críticos del molde, como núcleos de rosca, insertos de sellado, anillos de cuello e insertos de cavidad. El dibujo puede seguir siendo el mismo, pero la ventana de producción puede cambiar.
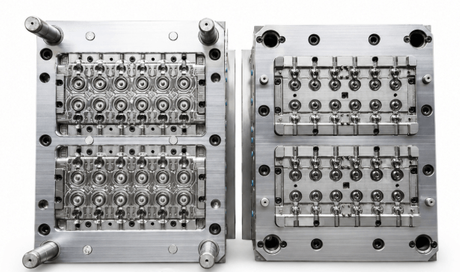
Los moldes de tapa con alta cavidad necesitan consistencia entre cavidades
TL;DR: Los moldes de tapas de alta cavidad requieren que cada cavidad produzca el mismo comportamiento de cierre. La variación en un inserto, núcleo de rosca, componente de sellado o detalle de expulsión puede crear resultados de calidad diferentes en todas las cavidades.
La producción de tapas de botellas de alta velocidad a menudo utiliza moldes de múltiples cavidades para lograr el resultado requerido. En estos moldes, la consistencia entre cavidades es un factor de calidad importante. Si una cavidad se comporta de manera diferente, el moldeador puede notar una variación en el peso de la tapa, una diferencia de torque, rebabas, inestabilidad del sellado o problemas de expulsión.
Los compradores que adquieran componentes de moldes de precisión para moldes de tapas de alta cavidad deben preguntar cómo controla el proveedor la repetibilidad entre los componentes. Los controles importantes incluyen claridad de los dibujos, referencias de datos, identificación de cavidades, registros de inspección y referencias repetidas de fabricación para piezas de repuesto.
Para la producción con muchas cavidades, los componentes del molde no deben tratarse como piezas de repuesto aisladas. Deben controlarse como parte de un sistema de producción.
Enfriamiento, expulsión y estabilidad del ciclo en el moldeo por inyección de tapas de botellas
TL;DR: La producción rápida de tapas requiere un enfriamiento y expulsión estables. El diseño de los componentes del molde afecta el tiempo del ciclo, la deformación de las piezas, el comportamiento de liberación y la confiabilidad de la producción a largo plazo.
El tiempo del ciclo en el moldeado de tapas de botellas está influenciado por el llenado, el empaque, el enfriamiento y la expulsión. Si bien el diseño de enfriamiento es parte de la estructura general del molde, los componentes del molde también afectan la transferencia de calor, el comportamiento de liberación y la estabilidad de la pieza.
Se deben revisar los insertos de núcleo, los insertos de cavidad y las piezas relacionadas con la expulsión para determinar cómo soportan una producción rápida sin dañar la tapa. Si la tapa se pega durante la expulsión o se deforma antes de que el enfriamiento sea estable, el tiempo del ciclo puede aumentar o las tasas de rechazo pueden aumentar.
Para nuevos proyectos de herramientas, los compradores pueden revisar la capacidad de las herramientas de moldeo por inyección de plástico junto con los requisitos de los componentes del molde que afectan la producción de cierres de alta velocidad.
Componentes de repuesto del molde de tapa y mantenimiento a largo plazo
TL;DR: Las piezas de repuesto deben planificarse antes de que aparezcan problemas de producción. Los núcleos de rosca, los insertos de sellado, los anillos de cuello y los insertos de cavidades pueden necesitar registros de inspección y identificación de la cavidad para un mantenimiento repetible.
Los moldes para tapas suelen funcionar durante largas campañas de producción. Con el tiempo, puede aparecer desgaste en los núcleos de las roscas, las áreas de sellado, las caras de cierre, los componentes de expulsión y los insertos de las cavidades. Si las piezas de repuesto no se controlan adecuadamente, el nuevo componente puede resolver un problema y crear otro.
Para los componentes de repuesto del molde, los compradores deben proporcionar muestras de piezas antiguas, número de cavidad, fotografías de defectos, información de piezas coincidentes y requisitos de inspección cuando sea posible. Esto ayuda al proveedor a revisar si el componente de reemplazo debe coincidir con el dibujo original, la condición actual del molde o ambos.
Los proyectos que involucran piezas de molde mecanizadas personalizadas deben definir si se requiere intercambiabilidad, ajuste manual o coincidencia específica de cavidad.
Lista de verificación de control de calidad para componentes de moldes de tapas de botellas
TL;DR: El control de calidad de los componentes del molde para tapas debe centrarse en las características que afectan la función de cierre: geometría de la rosca, ajuste del sellado, superficies de cierre, equilibrio de la cavidad, comportamiento de expulsión y consistencia del reemplazo.
| Artículo de calidad | Por qué es importante | Lo que los compradores deben verificar |
|---|---|---|
| Geometría del hilo | Afecta el torque, el ajuste del ensamblaje y el comportamiento de apertura. | Perfil de rosca, paso, acabado superficial y control de referencia. |
| Superficie de sellado | Afecta las fugas y el contacto entre la tapa y el cuello. | Dimensiones de la zona de sellado, ajuste de cierre y estado de desgaste. |
| Consistencia del inserto de cavidad | Afecta la forma de la tapa, el espesor de la pared y la apariencia. | Dimensiones de la cavidad, acabado superficial y registros de inspección. |
| Ajuste del anillo para el cuello | Afecta el ajuste de la tapa y el comportamiento de sellado. | Relación coincidente y requisitos de informes dimensionales |
| Control de componentes de repuesto | Reduce los fallos repetidos de la cavidad y los retrasos en la adaptación | Identificación de la cavidad, muestra antigua, informe de inspección y especificación del material. |
Qué deben enviar los compradores antes de realizar el pedido de componentes del molde para tapas
TL;DR: Una RFQ completa ayuda al proveedor a revisar la función de los componentes del molde de tapa antes de fijar el precio. Los compradores deben enviar dibujos, archivos CAD, detalles de la aplicación, material, recuento de cavidades, dimensiones críticas y requisitos de inspección.
Antes de solicitar una cotización para los componentes del molde de tapa, los compradores deben preparar:
- Dibujos 2D con indicaciones de tolerancia
- Archivos CAD 3D
- Aplicación de cierre, como bebidas, agua, salsas, cosméticos o productos farmacéuticos
- Grado del material de embalaje, como PP, HDPE o resina específica del proyecto
- Número de cavidades y volumen de producción esperado
- Dimensiones críticas de sellado
- Requisitos de torsión y geometría de la rosca
- Requisitos de acabado o recubrimiento de la superficie Requisitos
- del informe de inspección
- Fotografías de defectos si se reemplazan piezas desgastadas
Para revisión técnica, los compradores pueden enviar dibujos para revisión técnica con dibujos 2D, archivos 3D, detalles de materiales, recuento de cavidades, dimensiones críticas y necesidades de inspección.
Cómo SENLAN respalda los proyectos de componentes de moldes de tapas
TL;DR: SENLAN respalda proyectos de componentes de moldes de tapas mediante la revisión de dibujos, función de los componentes, viabilidad de mecanizado, requisitos de materiales, necesidades de inspección y consistencia de reemplazo antes de la cotización.
SENLAN admite componentes de moldes personalizados y proyectos de moldes de inyección para tapas, cierres, envases, envases cosméticos y aplicaciones relacionadas de alta cavitación. La revisión del proyecto puede incluir la función del núcleo de la rosca, los requisitos del inserto de sellado, el ajuste del anillo del cuello, la precisión del inserto de la cavidad, el comportamiento del material, la documentación de inspección y la planificación de componentes de reemplazo.
El objetivo es ayudar a los compradores a conectar cada componente del molde con su función de producción. El núcleo de una rosca debe revisarse mediante torsión y ajuste. Un inserto de sellado debe revisarse por riesgo de fuga. Un inserto de cavidad debe revisarse por su consistencia. Un componente de reemplazo debe revisarse haciendo coincidir la condición y las necesidades de inspección.
Preguntas frecuentes: Componentes de moldes de tapas para moldeo por inyección de tapas de botellas
¿Qué componentes del molde son los más importantes en el moldeo por inyección de tapas de botellas?
Los componentes clave incluyen núcleos de rosca, insertos de sellado, anillos de cuello, insertos de cavidades, insertos de núcleos, placas extractoras e insertos de repuesto. Estas piezas afectan el sellado, el torque, la rebaba, la expulsión y la consistencia entre cavidades.
¿Cómo afectan los núcleos de rosca a la calidad de la tapa?
Los núcleos de rosca controlan la geometría de la rosca, el par de apertura, el par de aplicación y el ajuste del conjunto. El desgaste o la variación en los núcleos de las roscas pueden crear un rendimiento inconsistente de la tapa en todas las cavidades.
¿Por qué las tapas de las botellas desarrollan rebabas durante el moldeo por inyección?
La rebaba puede deberse al desgaste de la línea de separación, un mal ajuste de cierre, un desajuste del inserto, problemas de ventilación, presión excesiva o cambios en el flujo de material. Los componentes del molde deben inspeccionarse antes de tratar la rebaba como sólo un problema del proceso.
¿Qué deben enviar los compradores para solicitar una cotización de los componentes del molde de tapa?
Los compradores deben enviar dibujos 2D, archivos CAD 3D, calidad del material, número de cavidades, dimensiones de sellado críticas, geometría de rosca, requisitos de acabado de superficie, necesidades de inspección y fotografías de defectos actuales si reemplazan piezas antiguas.
¿Se pueden hacer intercambiables los componentes de repuesto del molde de tapa?
Los componentes de reemplazo pueden hacerse intercambiables cuando los dibujos, las referencias de datos, la identificación de la cavidad, las especificaciones de materiales y los requisitos de inspección estén claramente definidos. Es posible que el desgaste del molde existente aún requiera revisión técnica.
Pensamientos finales
El moldeo por inyección de tapas de botellas no es sólo una cuestión de velocidad de la máquina, número de cavidades o selección de polímeros. La producción estable de cierres depende de componentes de precisión del molde para tapas que controlan la geometría de la rosca, las superficies de sellado, la expulsión, la rebaba y la repetibilidad entre cavidades.
Para los fabricantes de tapas y compradores de moldes para embalaje, la pregunta correcta sobre abastecimiento no es sólo "¿Puede este proveedor fabricar la pieza?". Una mejor pregunta es si el proveedor comprende cómo cada componente del molde afecta el sellado, el torque, el control de rebabas, la consistencia del reemplazo y la estabilidad de la producción a largo plazo.