El panorama manufacturero mundial depende en gran medida de la eficiencia y precisión del moldeo por inyección de plástico. Desde componentes médicos complejos hasta piezas automotrices robustas, este proceso permite una producción de gran volumen con una consistencia notable. A medida que las industrias exigen tolerancias más estrictas y tiempos de respuesta más rápidos, comprender la mecánica fundamental de un molde de inyección se vuelve esencial tanto para los ingenieros como para los especialistas en adquisiciones y los diseñadores de productos.
Los cinco pasos clave del moldeo por inyección de plástico son sujeción, inyección, enfriamiento, expulsión e inspección. Estas etapas forman un ciclo continuo en el que los gránulos de plástico en bruto se transforman en productos terminados mediante una aplicación altamente controlada de presión, calor y tiempo dentro de un molde de inyección diseñado con precisión.
Navegar por las complejidades de la fabricación moderna requiere una inmersión profunda en cada fase del ciclo de producción. Al dominar estos cinco pasos, las empresas pueden optimizar sus cadenas de suministro, reducir los residuos y garantizar la integridad estructural de sus componentes plásticos. Esta guía completa explora los matices técnicos del proceso, incorporando tecnologías avanzadas como sistemas de moldes de inyección de plástico de canal caliente y estándares de mecanizado CNC para moldes de inyección para proporcionar una imagen completa de la industria.
Tabla de contenido
Paso 1: Sujeción – Asegurar el molde
Paso 2: Inyección: Llenado del molde con plástico fundido
Paso 3: Enfriamiento: permitir que el plástico se endurezca
Paso 4: Expulsión: extracción de la pieza moldeada
Paso 5: Inspección: garantizar el control de calidad
Resumiendo
Paso 1: Sujeción – Asegurar el molde
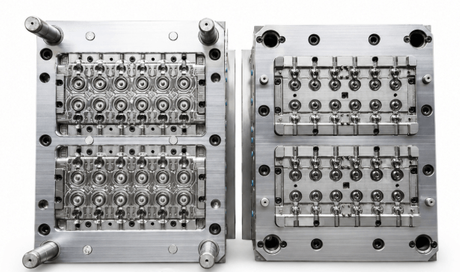
La sujeción es la etapa inicial del proceso en la que las dos mitades del molde de inyección se presionan entre sí con fuerza suficiente para soportar la alta presión del plástico fundido entrante.
Antes de que cualquier plástico ingrese al sistema, el molde de inyección debe estar perfectamente alineado y sellado. La unidad de sujeción de la máquina utiliza energía hidráulica o eléctrica para aplicar miles de libras de presión. Esto garantiza que la línea de separación permanezca cerrada durante la fase de inyección de alta presión, evitando la 'rebaba', que es un exceso de plástico que se escapa y crea defectos.
En entornos profesionales, la integridad de la fase de sujeción depende en gran medida de la calidad de la propia herramienta. El mecanizado CNC de alta calidad para moldes de inyección garantiza que las superficies de contacto sean increíblemente planas y precisas. Si la fuerza de sujeción no se calcula correctamente en función del área de superficie de la pieza, el molde podría desplazarse, lo que provocaría imprecisiones dimensionales que pueden arruinar un lote de producción completo.
Además, la etapa de sujeción marca el ritmo del tiempo del ciclo. Las máquinas modernas utilizan unidades de sujeción automatizadas que pueden cerrarse y bloquearse en cuestión de segundos. Para aplicaciones especializadas, como componentes de moldes de inyección para dispositivos médicos, la sujeción debe ser excepcionalmente estable para garantizar que las microcaracterísticas no se distorsionen por la vibración o la distribución desigual de la presión durante la fase de bloqueo.
Paso 2: Inyección: Llenado del molde con plástico fundido
El paso de inyección consiste en fundir gránulos de plástico y forzar el polímero líquido a entrar en la cavidad del molde de inyección bajo una presión extrema hasta que esté completamente lleno.
Durante esta fase, el material plástico en bruto se alimenta desde una tolva a un barril calentado. Un tornillo alternativo gira, mueve el material hacia adelante y lo somete a fricción y calor, lo que convierte los gránulos sólidos en una masa fundida viscosa. Una vez que se ha acumulado suficiente material, el tornillo actúa como un ariete, disparando el plástico fundido al molde de inyección . La velocidad y presión de este movimiento son factores críticos para determinar la densidad final y el acabado superficial de la pieza.
Para proyectos complejos o de gran volumen, muchos fabricantes optan por un molde de inyección de plástico de canal caliente . A diferencia de los sistemas de canal frío, un canal caliente mantiene fundido el plástico en los canales de distribución en todo momento. Esto reduce el desperdicio de material y permite ciclos de inyección más rápidos, lo cual es particularmente beneficioso cuando se producen componentes de moldes de inyección para envases cosméticos donde se requiere perfección estética y alto rendimiento simultáneamente.
La presión mantenida durante este paso, a menudo denominada 'presión de mantenimiento', es vital. A medida que el plástico ingresa al molde de inyección , comienza a encogerse al encontrar la superficie más fría del acero. La unidad de inyección debe continuar 'empaquetando' más material en la cavidad para compensar esta contracción, asegurando que la pieza final cumpla con las especificaciones exactas requeridas por el diseño.
Paso 3: Enfriamiento: permitir que el plástico se endurezca
El enfriamiento es la etapa en la que el plástico fundido reside dentro del molde de inyección para solidificarse y tomar su forma final, y a menudo representa la parte más larga del tiempo total del ciclo.
Una vez que el molde de inyección está lleno y empaquetado, el plástico debe enfriarse a una temperatura en la que se vuelva lo suficientemente rígido como para poder manipularlo. Esto se logra a través de canales de enfriamiento perforados en las placas del molde, a través de los cuales circula agua o aceite para alejar el calor de la pieza. La eficiencia de la fase de enfriamiento está directamente relacionada con la conductividad térmica de los metales utilizados en el proceso de Mecanizado CNC para Moldes de Inyección .
La duración de la fase de enfriamiento depende del espesor de la pared de la pieza y de las propiedades termodinámicas del plástico. Por ejemplo, los componentes de moldes de inyección para uso médico a menudo requieren velocidades de enfriamiento muy específicas para mantener la pureza del material y la estructura cristalina. Si la pieza se enfría demasiado rápido, pueden desarrollarse tensiones internas; si se enfría demasiado lentamente, el tiempo del ciclo aumenta, lo que eleva los costos de producción.
La refrigeración eficaz también es una cuestión de geometría. En un molde de inyección de plástico de canal caliente , el sistema de enfriamiento debe equilibrarse cuidadosamente para garantizar que mientras la pieza en la cavidad se solidifica, el plástico en el canal caliente permanezca fluido. Este delicado equilibrio térmico es lo que permite que las líneas de producción de alta velocidad funcionen continuamente sin sobrecalentarse ni provocar deformaciones en las piezas.
Paso 4: Expulsión: extracción de la pieza moldeada
La eyección es el proceso de abrir el molde de inyección y utilizar pasadores o placas mecánicas para empujar la pieza de plástico solidificada fuera de la cavidad.
Una vez transcurrido el tiempo de enfriamiento, la unidad de sujeción se retrae, abriendo el molde de inyección . Luego se activa el sistema de expulsión, normalmente situado en la mitad trasera del molde. Los pasadores eyectores golpean la parte posterior de la pieza para soltarla del núcleo. El objetivo es retirar la pieza sin causar marcas, grietas o deformaciones, lo que requiere que los pasadores estén estratégicamente colocados durante la fase de diseño.
La complejidad del sistema de expulsión puede variar. En el caso de componentes de moldes de inyección para envases de cosméticos , la expulsión debe realizarse 'sin marcas' para garantizar que el acabado de lujo del recipiente no se estropee por las muescas de los alfileres. Esto a menudo requiere el uso de placas extractoras o chorros de aire en lugar de pasadores tradicionales. La precisión de estos componentes es un testimonio del mecanizado CNC de alta calidad para moldes de inyección que se utiliza en la creación de la herramienta.
Una vez expulsada, la pieza cae en un contenedor de recolección o es agarrada por un brazo robótico. En una configuración de molde de inyección de plástico con canal caliente , solo se expulsa la pieza terminada, ya que no hay canales solidificados que quitar. Esto agiliza el proceso y permite que la máquina regrese inmediatamente al Paso 1, iniciando el siguiente ciclo con un tiempo de inactividad mínimo.
Paso 5: Inspección: garantizar el control de calidad
La inspección es el paso final de garantía de calidad en el que las piezas moldeadas se comparan con las especificaciones técnicas para garantizar que cumplan con los estándares requeridos en cuanto a dimensiones y funcionalidad.
Incluso con un molde de inyección perfectamente diseñado , variables como la temperatura ambiente, la humedad o ligeros cambios en los lotes de material pueden provocar defectos. La inspección posterior al moldeado implica medir dimensiones críticas utilizando calibradores, micrómetros o equipos CMM (máquina de medición de coordenadas). Este paso no es negociable para componentes de moldes de inyección para aplicaciones médicas, donde una desviación de unas pocas micras puede provocar un fallo en el dispositivo médico o un riesgo para la seguridad.
El control de calidad también busca defectos visuales como marcas de hundimiento, huecos o golpes cortos (donde el molde no se llenó por completo). Cuando se utiliza un molde de inyección de plástico de canal caliente , los inspectores también controlan la aparición de 'hilos' o 'babeo' de las boquillas, lo que puede afectar la apariencia de la compuerta. Los datos de inspección periódica se envían a los operadores de la máquina, quienes pueden ajustar la configuración de presión o temperatura para mantener la producción dentro de la tolerancia.
Finalmente, la longevidad de la herramienta en sí es parte del ciclo de inspección. Los técnicos verifican el desgaste del molde de inyección , asegurándose de que las superficies de mecanizado CNC para moldes de inyección permanezcan impecables. Para industrias de gran volumen como la de componentes de moldes de inyección para envases de cosméticos , mantener un riguroso protocolo de inspección garantiza que la millonésima pieza producida sea tan perfecta como la primera.
Resumiendo
El proceso de moldeo por inyección de plástico es un ciclo de cinco pasos altamente sincronizado (sujeción, inyección, enfriamiento, expulsión e inspección) que requiere ingeniería de precisión y monitoreo constante para tener éxito.
Dominar estas etapas permite a los fabricantes aprovechar todo el potencial de un molde de inyección , convirtiendo polímeros en bruto en componentes de alto rendimiento. Ya sea que esté utilizando un molde de inyección de plástico de canal caliente para lograr eficiencia o confiando en el mecanizado CNC para moldes de inyección para una precisión extrema, cada paso desempeña un papel vital en la calidad del producto final. Esto es especialmente cierto en sectores sensibles como los componentes de moldes de inyección para envases médicos y los componentes de moldes de inyección para envases cosméticos , donde no hay margen de error. Al comprender y optimizar cada fase, las empresas pueden garantizar una producción confiable y de alta calidad en los años venideros.